����1 ����ʯ���ߵ�ĥ�p�ΑB(t��i)
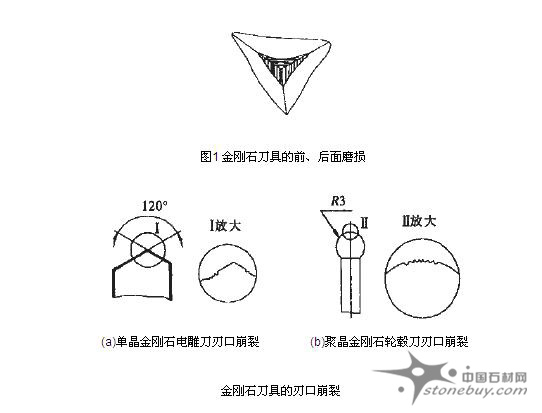
��������ʯ���ߵ�ĥ�p�ΑB(t��i)��Ҋ��ǰ����ĥ�p������ĥ�p(Ҋ�D1)�c�пڱ���(Ҋ�D2)��
����2 ����ʯ���ߵ�ĥ�p�C(j��)��
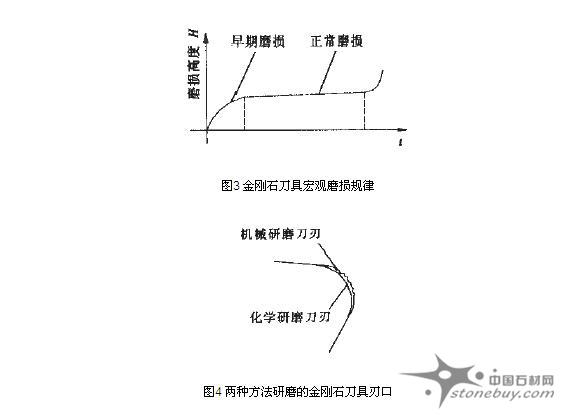
��������ʯ���ߵ�ĥ�p�C(j��)�����^��(f��)�s���ɷ֞���^ĥ�p�c�^ĥ�p��ǰ�����C(j��)еhttp://www.stonebuy.com/machine/ĥ�p�����������ԟữ�W(xu��)ĥ�p���������^ĥ�p�Ļ���Ҏ(gu��)����D3��ʾ������ĥ�pѸ�٣�����ĥ�pʮ�־�����ͨ�^�߱��@�R�^�죬�п��|(zh��)��Խ���X��Խ������ĥ�p��Խ���@���@��������ʯ���ЈA�������C(j��)еhttp://www.stonebuy.com/machine/������ĥ�r�����H�õ����Dz�Ҏ(gu��)�t�۾�(Ҋ�D4)���������������£���λ�۾��ω���Ѹ������(d��o)�µ���ĥ�p�ӿ졣��һ��ԭ���ǣ���(d��ng)����ʯ���ߵ���ĥ�����^�����ĥ�ٶ��^�ߣ����ضȳ��^ijһ�R��ֵ�r������ʯ���߱���͕��l(f��)�������cʯī����ʹ����ʯ���߱����Ӳ�Ƚ��ͣ��γ�Ӳ��ܛ���ӡ��������������£�ܛ����Ѹ��ĥ�p���ɴ˿�Ҋ������ʯ������ĥ�|(zh��)���ĸߵ͕���(y��n)��Ӱ�����ʹ�É����c�ߴ羫�ȵ�һ���ԡ�
������(d��ng)���^ĥ�p̎������ĥ�p�A�Σ�����ʯ���ߵ�ĥ�pʮ�־��������`�C�����ڽ���ʯ�ĽY(ji��)�������(1��1��1) �����ϵ�ĥ�p���Ǿ������S�������r�g�����L���������Ў�ʮ���װټ{��ĥ�p���@�����^ĥ�p��ͨ�^�߱��@�R�L���^���Լ���X���V�cX�����������ʯ���ߵ��^ĥ�pԭ�����������3����
�����S�������r�g�IJ������L�������^(q��)����������e�ۣ��ضȲ������ߣ���(d��ng)�_(d��)���ữ�W(xu��)����(y��ng)�ضȕr���͕��ڵ��߱����γ��µ�׃�|(zh��)�ӡ�׃�|(zh��)�Ӵ���Ǐ�(qi��ng)��������������c̼��������γɣ������S��м��ʧ����u�γ�ĥ�p���档
��������ʯ���w���������e�dz��ܽ�׃�}�_�d�ɳ��m(x��)�����£�һ����һ��Cԭ�ӫ@������������ľ������ݳ�����ɾ��wȱ�ݣ�ԭ���g�����p���������������¾���֮�g�l(f��)�������c���䣬��u�γɾ�������ĥ�p���_(d��)��һ����(sh��)���ľ������ĥ�p��͕���u�γɵ��ߵ�ĥ�p���档
��������ʯ�����ڸ���������ɫ���ټ���Ͻ�r�����L�r�g�ĸߜظ߉������£���(d��ng)����ʯ���w�c�����Ľ��پ����_(d��)����������ԭ��֮�g���x�r������ԭ��֮�g��B����׃�˽���ʯ���w�ı���ɷ֣�ʹ�ý���ʯ���߱����Ӳ���c��ĥ�Խ��ͣ��@�N�F(xi��n)��Q�����ʯ���ܽ⡣����ʯ���ߵ�ĥ�p�̶��cĥ�p�ٶȄtȡ�Q�ڽ���ʯԭ������ɫ���ٻ��������ǽ��ٲ���ԭ���е��ܽ��ʡ����`�C��������ʯ������������ͬ�IJ��ϕr���в�ͬ���ܽ��ʣ�Ҳ�����f����ʯ�����ڲ�ͬ�����l����������ͬ�Ĺ������ϣ�ĥ�p�ٶ��c�̶��Dz���ͬ�ģ��ܽ���Խ����ʯ����ĥ�p��Խ�졣
����3 ע������Ɇ��}
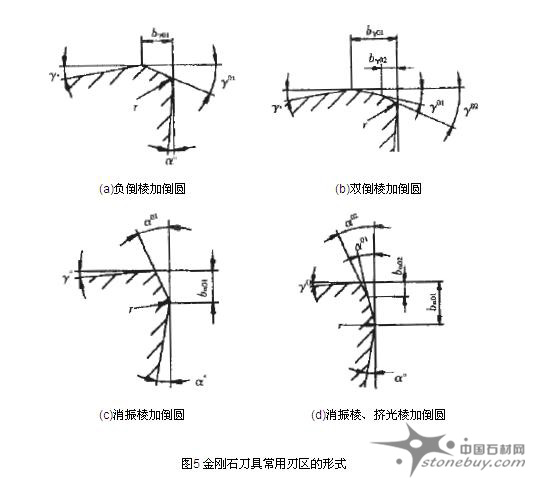
��������ʯ������ʹ�Õr�������h���ĵ����⣬߀��(y��ng)��(d��ng)�xȡ�m��(d��ng)?sh��)��Ѕ^(q��)��ʽ(Ҋ�D5)��������(qi��ng)���Џ�(qi��ng)�ȡ�
�����������C(j��)еhttp://www.stonebuy.com/machine/�����ӹ��ƳɵĽ���ʯ���������R�������r��������Ҫһ��ĥ���ڣ�����Ҫ��(j��ng)�^һ�Εr�g�������^�̣����߲����_(d��)����Ѽӹ�Ч�������˿s�̻�����ĥ���ڣ�һ������x�����R�g�����o�p���C(j��)еhttp://www.stonebuy.com/machine/���W(xu��)���ⷨ����յ��x�ӻ��W(xu��)���ⷨ�c�ữ�W(xu��)���ⷨ����ĥ��������Q��
�����ξ�����ʯ�����ԣ��ڲ�ͬ���漰��ͬ���������ܲ����������ͬ�IJ��ϣ���(y��ng)�в�ͬ�Ķ���(Ҋ����)��
�������� �ξ�����ʯ���ߵĶ�����
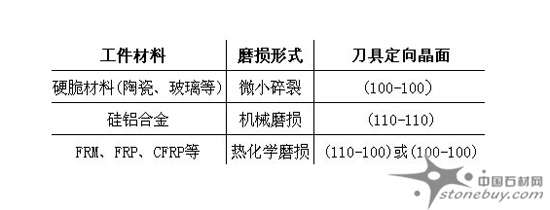
����������߽���ʯ���ߵ��F���|(zh��)������(y��ng)�x�Ì�����ʯ�������^�õĺϽ������F�����ϣ�Ҳ���m��(d��ng)����Ti��Cr��V��Mo��Ԫ�أ��Ը�����Һ���ºϽ��ό�����ʯ����Ľ����ԣ����F(xi��n)���ό�����ʯ���ι�ճ�Y(ji��)�����⣬�F�����������ж��Ԛ��w�ı��o(h��)���M(j��n)�У��F���ضȑ�(y��ng)���ڽ���ʯʯī���D(zhu��n)׃�ض�(800��C)�������F���r����Ҫ�죬�Ա�����F(xi��n)��Ƭ�_�ѵȬF(xi��n)��Ƭ�F������m��(d��ng)���L���ؕr�g���������F����(y��ng)����
����PCD�����˲�����u�p�d����ĥ��ˇ���ȿɱ����^�ߵ���ĥЧ�ʣ��ֿɽ�����ĥ�����Ӳ�ȵ�ܛ������ȣ��Ķ����L���ߵ�ʹ�É������ξ�����ʯ���߄t�ڸ߾�����ĥ�P����ĥ�����x���^С����ĥ��q�c�m��(d��ng)?sh��)�ƫ���w��ʹ�ØO��(x��)�Ľ���ʯ��ĥ�ۣ����þ��ȸߡ��\�D(zhu��n)ƽ��(w��n)�����С����ĥ�C(j��)��(��՚��o���S����ĥ�C(j��))��
��������ʯ�����m���ڙC(j��)��������������ϵ�y(t��ng)��������D(zhu��n)�ٸߡ����ʴ����С��ƽ��(w��n)�ԺõĽM�ϙC(j��)����ӹ�������������ɫ���ټ���Ͻ��w�S����(qi��ng)����(FRM) ���w�S����(qi��ng)����(FRP)��̼�w�S����(qi��ng)��(f��)�ϲ���(CFRP)���B�m(x��)���档����ʯ���ߵęz�y���{(di��o)����(y��ng)���ù�W(xu��)�x���ȷǽ��|ʽ�y��������
�����ڡ����¸����ڣ��������ࡢ���ۼt���uѪ�t,��֥��ڡ��ڽ�ɳ...
�����ס������G439�������ݼt����ʯ�{(l��n)����ꖰ�,�ۻʼt���ۼt��...
ʯ��/�����r
![]()


![]()
Ӌ���W(w��ng)")
")
 �}���W(w��ng)���� 35020302000986̖ �}ICP��05004817̖
�}���W(w��ng)���� 35020302000986̖ �}ICP��05004817̖



 ������
������ �ھ��ͷ�
�ھ��ͷ�