��Ȼʯ��http://www.stonebuy.com/��nature stones������������b���,��Ȼ��ɫ���k����ʡ����^���á����A���ɣ��F(xi��n)���ߙn�����b������x��
�҇�ʯ��http://www.stonebuy.com/�YԴ�O���S����Ŀǰ��̽���Ļ���ʯ�����_ǧ�|m3����150������ɫƷ�N������ʯ������2000�|m3����390������ɫƷ�N�����YԴ��������ɫƷ�Nռ������λ��
ʯ��http://www.stonebuy.com/�ӹ���ƽ���Ğ�����ƽ���ġ��A���w�������w�������w�����Ʒ�ȶ�Ʒ�Nʯ��http://www.stonebuy.com/��Ʒ�l(f��)չ��������Ӻ��Y�ӵ��M�Є������ĥ���ֹ���ʽ�ӹ�ʯ��http://www.stonebuy.com/�Ă��y(t��ng)�ӹ������������ƾõĚvʷ�����ۉm�̈́ڄӏ��ȴ�Ч�ͣ��ߴ羫�Ⱥͱ����|(zh��)���^��ı����o70���������m(x��)���Ƴ����N�����Cеhttp://www.stonebuy.com/machine/�ӹ�ʯ��http://www.stonebuy.com/�O(sh��)�䣬�����ʯ�K䏡�����ʯ��ЙC����ʽ��̙C����ܔ�(sh��)�ؼӹ����ĵȣ��乤��Ч�ʴ���^���ֹ��ӹ������Ҍ��F(xi��n)��ʯ��http://www.stonebuy.com/�Ĺ��I(y��)���������a(ch��n)��
1������ʯ��ЙC�ӹ�
����ʯ��й��ߣ�diamond sawing tools�����������ܺͿ�ĥ�p���܃�(y��u)Խ����ʯ��http://www.stonebuy.com/���S��I(y��)�еõ��V����(y��ng)�ã�������ʯ�Ƭ��r�^�ߣ���ʹ�É���ֱ��Ӱ�ʯ��http://www.stonebuy.com/�ļӹ��ɱ�����ˣ������_�x���Ƭ��ͬ�r����(y��ng)���ú�������й�ˇ����(sh��)��������Ƭʹ�É������и�Ч�ʡ�
��1�� ����ʯ�Ƭ��ĥ�p
����ʯ�Ƭ(diamond blade)��ĥ�p�����Ƿ�ӳ��й�ˇ����(sh��)�����ԡ���й������ܡ�ʯ��http://www.stonebuy.com/����мӹ��Ե���Ҫָ��֮һ��
���͵Ľ���ʯĥ�p�^�̞飺����ʯ���С��_�������߶ȡ�������Y(ji��)�τ�ĥ�g������ʯ�ٳ��С�ĥ�������ĥ����ȫÓ�䡣
����ʯĥ����ĥ�p�^���У������M�е����顢�ֲ������^��ʹ���µ������в���a(ch��n)�����Ƭ̎���h��������B(t��i)������Ч�ʸߣ������������Ľ��ͣ����Ƭʹ�É������ͣ�������ʯ�IJ���ĥƽ�͒��⣬��ʹ�������g���������������и�Ч�ʽ��ͣ����Ƭ��ʹ�É���������ߡ�
��2����й�ˇ����(sh��)�x��
��й�ˇ����(sh��)�У�����ٶȌ��Ƭĥ�p����Ӱ��������Ҫ��ͨ�^������МضȺ��Cеhttp://www.stonebuy.com/machine/�d�ɵ�׃������(d��o)�½���ʯĥ���a(ch��n)����ͬ�ΑB(t��i)��ĥ�p���ڵ��م^(q��)���Cеhttp://www.stonebuy.com/machine/�d�Ɍ��Ƭĥ�p������Ҫ���ã���������ٶȣ����w����ʯĥ��������ȼ���Ч������e�pС����ˣ��Cеhttp://www.stonebuy.com/machine/�d���S֮�pС���Ƭ����ĥ�p�pС������ʯĥ�p�ΑB(t��i)��ĥƽ��Ó��������ڸ��م^(q��)���Cеhttp://www.stonebuy.com/machine/�d�ɛ_�������d�Ɍ��Ƭĥ�p�ЛQ����Ӱ푣��S������ٶȵ���ߣ����d�ɼ��Cеhttp://www.stonebuy.com/machine/�d�ɛ_�����������Ƭĥ�p�ӄ�������ʯĥ����������ʽ�Ӷࡣ
�����Ⱥ��M�o�ٶȵĸ�׃��Ҫ��ͨ�^�����Cеhttp://www.stonebuy.com/machine/�d�ɵ�׃��Ӱ��Ƭĥ�p���ܡ����������Ȼ��M�o�ٶȣ����w����ʯĥ����������S֮���������d�������Ƭĥ�p�ӄ������⣬���������ȣ�߀��ʹ����ʯĥ���c�rʯ���|���L�S֮��������Ħ�����ã�����ʯĥ�p�ΑB(t��i)��ĥƽ������������׃�g���Ķ�ʹ�����d����������^�̲���(w��n)��������ͬ�������r�£����ô�������С�M�o�ٶȕr������ʯĥ����������������pС������·���L������ʯĥ����ĥ�p��ʽ�ԟ��d�����Ì�(d��o)�µ�ĥƽ�������������ĥ����(sh��)�p�٣�����С�����ȡ����M�o�ٶȕr������ʯĥ�������������������·���̣��˕r������ʯĥ����ĥ�p��ʽ���Cеhttp://www.stonebuy.com/machine/�d�ɼ���_�����Ì�(d��o)�µĽ���ʯ���������
���⣬�Ƭ�������Π��ֱ�����X��(sh��)���ی��ȣ��Լ�ʯ��http://www.stonebuy.com/�IJ��|(zh��)����sҺ���x��Ȍ�����^��Ҳ������Ҫ��Ӱ푡���ˣ���ʯ��http://www.stonebuy.com/����мӹ��У��茦������ؾC�Ͽ��]���ԫ@������������Ч����
��3��ʯ��http://www.stonebuy.com/��ЙC�ӹ�����
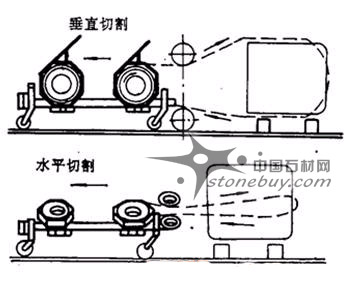
1���AͲ�ЙC�ӹ� �ý���ʯ�AͲ�ЙC���M��ʯ��http://www.stonebuy.com/�ĈA����ӹ����D1��AͲ�ЙC�ĽY(ji��)��(g��u)ʾ��D�������Ϲ̶�����܇7�ϣ����M�o늙C4�����M�o�����S3�D(zhu��n)�ӣ������әM��6����ֱ�����M�o�\�ӡ�ͬ�r����늙C2��(j��ng)Ƥ�����ӽ���ʯ�AͲ����1�����D(zhu��n)�и��\�ӡ��M�o늙C���ßo���{(di��o)�٣����ٶȷ�����0.9��9mm/min���AͲ����ʯ���߄��ȴӹ����Ⱥã�Ч�ʸߡ�
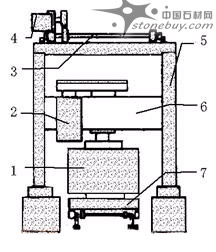
1-�AͲ���� 2-��늙C 3-�M�o���ӽz��
4-�M�o늙C 5-���� 6-�M�� 7-��܇
2�������ЙC�ӹ� �����ЙC���M��ʯ��http://www.stonebuy.com/����ļӹ����D2����Y(ji��)��(g��u)���D������(j��)���������Π��������������ͬ�ΘӰ�5�����̶��ڙM��6�ϣ��c�Ƭ3ֱͬ���Ŀ�݆4����늙C�(q��)���ؘӰ�5�������\�ӣ�������Һ����9����λ�ƣ��Ԏ��ӽ���ʯ�Ƭ3�����S����ֱ�M�o�\�ӡ�����ʯ�Ƭ3��늙C���ӣ����������\�ӡ��Ƭ���M�o�\�ӣ������S�M���M�o�\�Ӻ�Һ���״�ֱ�\�Ӻϳɡ���ˣ�ʯ��http://www.stonebuy.com/�M�������ɘӰ���Π����Q��������ģ݆�ژӰ������һ�ΙM���г̺���늙C���әM��6�ؿv��?q��)��?�\�ӣ���v��λ�ƾ��x�����Ƭ���ȣ�Ȼ�����M�ЙM���и�؏�(f��)�������������г�����ߴ��ʯ��http://www.stonebuy.com/���档���������m�ڴ��������a(ch��n)�������и���N�����档
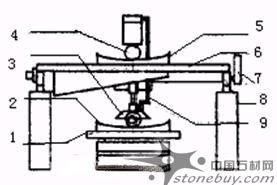
1-�����_ 2-ʯ�� 3-�Ƭ 4-��݆ 5-�Ӱ�
6-�M�� 7-�����_ 8-�v��?q��)��?9-Һ����
3����(sh��)�ؙC���ӹ�
�ӹ�ʯ��http://www.stonebuy.com/�Ĕ�(sh��)�ؙC����Ҫ�У���(sh��)��܇���͔�(sh��)��㊴����D3�锵(sh��)��܇���ĽY(ji��)��(g��u)���D������ʯ������Ӌ��C���ƣ��Ɍ��F(xi��n)�������˷�����\�Ӻ������S(li��n)�ӣ��Լӹ����N�������档�����ˆT��ֱ����Ӌ��C����Ļ�ϣ������ӹ�ʯ��http://www.stonebuy.com/�ĈD���M�������O(sh��)ʲ�������ӹ��������Ļ����ʾȫ���ӹ��\��܉�E�����M�м��á������ģ�������(j��)�����ξ��̡�����Ҫ����O(sh��)Ӌ��ʯ��http://www.stonebuy.com/�����D(zhu��n)�Q�ɔ�(sh��)�ؼӹ�����ݔ�뵽�C���Ŀ���ϵ�y(t��ng)�У�����ϵ�y(t��ng)�l(f��)��λ�ƺ��ٶ�ָ��Կ��ƙC���ŷ�ϵ�y(t��ng)���\�ӡ��ŷ�ϵ�y(t��ng)ͨ�^�ŷ�늙C�(q��)�ӝL��z���D(zhu��n)�ӣ����ӵ�����ɸ����˷�����\�ӣ����F(xi��n)���N����ļӹ�����(sh��)�ؙC���ӹ����ȸߣ�������(y��ng)�ؼӹ��ɱ�Ҳ�ߡ�
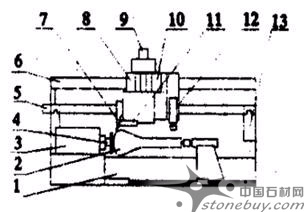
1-���� 2-���� 3-���S�� 4-���S 5-����R�_
6-�M�� 7-����ʯ��Ƭ 8-��Ƭ������(d��o)܉ 9-��Ƭ����늙C
10-�M���\��늙C 11-����ʯ��Ƭ�����^
12-ĥ�^ 13-�v����
2������ʯ�K䏼ӹ�
��1������ʯ�K䏽Y(ji��)��(g��u)
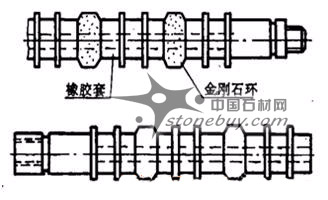
����ʯ�K䏣�diamond wire saw���ɏ������z�ס��d�w���ٽz�W(w��ng)������ʯ�h(hu��n)�K�c�B�Ӽ��M�ɡ���Y(ji��)��(g��u)��D4��ʾ������ʯ�h(hu��n)�K���b�ڽ��ٽz�W(w��ng)�ϣ��ɭh(hu��n)�K�g�|���������z�ף��Á����o���ٽz�W(w��ng)��ͬ�rʹ�K����^�ߵ����ԡ�����ʯ�h(hu��n)�K�����僷�������ʯ�w���̶��ڭh(hu��n)�ϣ�Ҳ���ß��Y(ji��)���Ƃ䡣���Y(ji��)���Ƃ�Ľ���ʯ�h(hu��n)�K����ĥ�p���������J�ԣ�ʹ�É����^�L�����ٽz�W(w��ng)ʹ�K䏾������ď��ȡ��ڽz�W(w��ng)�й���sҺ��ʹ�������M�������^(q��)��(n��i)������s��������ʯ�h(hu��n)�K���������ĥмʹ�������M�С�
��2���K䏵İ��b
����ʯ�K��L��һ�����(j��)��Ҫ���x���������^�L�������ɺܶ�ֶΣ��K����ɸ��ֶ��g���������o���õ���ף����~�ף����ݼy�B�ӣ������K䏏��o���K��ڰ��bǰҪ�z������h(hu��n)���⏽ʹ���С����һ�£����ҪС��0.2mm��Ŀ���DZ��Cȫ�L�ϸ�����ʯ�h(hu��n)����ĥ�p���K䏿��L��(y��ng)�������L�ȵ�1��1.5����ʹ���܌��ɵذ��b���O(sh��)���Ϟ��ˡ�����һ����Ҫ�M���ܵĶ̣��Է�ֹ�����r����ʹ�K䏓p�ģ�Ҋ�D5����
�ڰ��b�K�ǰ�����ڵVɽ�rʯ���������@���@�ס��@��Ҫ�����K�ˮƽ�������80mm����ֱ�������34mm���K䏴��^�ײ��b������݆�ϣ�Ȼ���Ï��o݆���o�������D(zhu��n)�ӣ����K������������x�_�����r�����_ʼ������
����Ȼʯ��http://www.stonebuy.com/�ӹ��У�ֱ����6mm���K䏳������_ʽ�O(sh��)���ϡ��ô����O(sh��)���и����ʯ��http://www.stonebuy.com/�����x��ֱ��16mm���K䏡�
����ʯ�K�����ʯ��http://www.stonebuy.com/�ӹ�����������ľ�����гɹ�ʹ�ã�����ȱ�c���K䏞����Ե��ߣ��ӹ��ߴ羫���^�����ֲڶȴ�
3���߉�ˮ�����ӹ�
���ó��߉�ˮ�������g(sh��)�и�ʯ��http://www.stonebuy.com/�����мӹ�Ч�ʸߡ����͡��o�ۉm��Ⱦ��ʯ��http://www.stonebuy.com/�пpխ���ӹ������|(zh��)���á����F(xi��n)�C�Ԅӿ��Ƶ����c��ͬ�r���Է�����иͬӲ�ȡ���ͬ��ȵ�ʯ��http://www.stonebuy.com/���e�nj����Π��(f��)�s�Į���ʯ��http://www.stonebuy.com/�ӹ��������БnԽ�ԡ�
���߉�ˮ������ultrahigh pressure water jet���ӹ��O(sh��)����Ҫ�����ײ��ֽM�ɣ��ٹ�ˮϵ�y(t��ng)����ˮ�á�늙C��ˮ�䡢�^�V���ȽM�ɣ������������ˮ����3MPa�������o����ϵ�y(t��ng)��������ϵ�y(t��ng)����Һ���õ������£���ˮ����3MPa����300��400MPa�������������������Ƿe��һ�����ĸ߉�ˮ�������Ձ������������}�_ˮ�������r���m(x��)����ě_�������C�����r�@���B�m(x��)����(w��n)���ij��߉�ˮ�����܇��켰�\�ӿ���ϵ�y(t��ng)����Ҫ���Ì�ʯ����ć��죬��ֱ����(j��)ʯ��http://www.stonebuy.com/Ӳ�ȼ�����x��һ���x��0.15��0.75mm��ͬ�r���ü�ĥ���b�ã�ʹĥ���cˮ��ϣ���ͬ��ʯ��http://www.stonebuy.com/�M���иĥ��һ�����ʯ��ʯ��
ˮ�����и�ʯ��http://www.stonebuy.com/��ԭ����D6��ʾ�����߉�ˮ�����M�����ҕr�������ٿ��_�����ٵ�2��3�����ң���ĥ�����̎�a(ch��n)���ܴ��ؓ������������ĥ�ς}�е�ʯ��ʯĥ�ϡ�ʯ��ʯĥ����ˮ�����������®a(ch��n)���^��ě_����������(j��ng)ĥ�χ�����������ӹ�ʯ��http://www.stonebuy.com/����a(ch��n)���ܴ�ě_�������_���c�����ٶȵ�ƽ�������ȡ����@�N�_���_���ͳ��^ʯ��http://www.stonebuy.com/�Ŀ������ȘO�ޕr���������_��̎�γɷ�ĩ���ʯ��http://www.stonebuy.com/��м������ĥ��ˮ����������\�ӷ�����ʯ��http://www.stonebuy.com/���γ��пڡ�
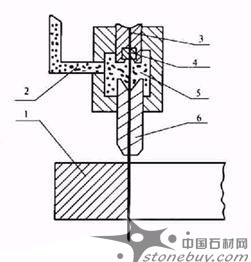
1��ʯ��http://www.stonebuy.com/ 2-ĥ�� 3-�߉�ˮ����
4-����� 5-ĥ��ˮ����
���߉�ˮ�����и�ʯ��http://www.stonebuy.com/�r���и��(sh��)���x���и��|(zh��)������Ҫ��Ӱ푡���ĥ��ˮ�����ĉ������ӕr�����������ӣ�ĥ�ϵě_���������ʯ��http://www.stonebuy.com/���и����Ҳ�S֮�������Ƅ��ٶ�����ĥ��ˮ�����и��������͡�����о�����ĥ��ˮ���������Խ��ͣ��и��������͡����ԑ�(y��ng)�x��������и��(sh��)������и�Ч�ʡ�
�S����;ɽ�|����;�ѻ��t����ɏ�t������ڣ�������
�fԴ��ʯ��ɰ�r����ɰ�r���tɰ�r(�tľ�y),�Sľ�yɰ�r���Sɰ�r����...
��Ƥ���������{�������m�����{�������m������,���z�{��̫ƽ���{��...
![]()


![]()
Ӌ���W(w��ng)")
")
 �}���W(w��ng)���� 35020302000986̖ �}ICP��05004817̖
�}���W(w��ng)���� 35020302000986̖ �}ICP��05004817̖



 ������
������ �ھ��ͷ�
�ھ��ͷ�