�����r�ӹ��^�̣����ӹ����ʺ͵���ĥ�p�g�ą���(sh��)����Ч�ļӹ�����ʮ����Ҫ��Ӱ푡�
������Ч�ӹ����ǵ�������͵ijɱ��ӹ������(sh��)���Ĺ�����ȥ�����IJ��ϣ���ͳɱ�Ҫ�����L���߉��������C��������������������ٶȡ��M�o�ٶȡ����Ե������܉���Ч����ӹ�Ч�ʣ����ǣ�������������^�ߣ�����ĥ�p�͕��ӄ������ߵ�ʹ�É���Ҳ�Ϳs�̣��ӹ��ɱ�����(y��ng)�������ˡ���ˣ��ڼӹ�Ч�ʺ͵���ĥ�p֮�g��һ�������Ĺ�ˇ����(sh��)��ʹ�õ���������ĥ�p����r�£��@����ߵļӹ�Ч�ʡ�
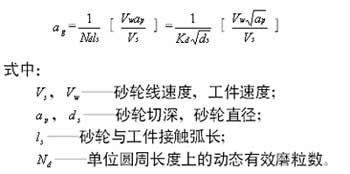
������ɰ݆ƽ��ĥ���r���wĥ����ƽ���к�ʽ��
����1�����ɰ݆���ٶȣ������܉����ӆ�λ�r�g���c������ĥ����(sh��)Ŀ��ʹ���wĥ��ƽ���к� �p�٣�������ڱ��ֆ��wĥ��ƽ���к�׃�ėl���¾Ϳ���ͨ�^����(y��ng)��߹������M�ٶȁ����ĥ���IJ���ȥ���ʡ�
����2�����ɰ݆���ٶȣ�ʹĥ������ĥ�������Լ������R���м��ȶ��½��ˣ��Ķ������˲��ϵĿ�ĥ���ӹ��ԡ�
����ͬ�ӣ����ڻ���ʯ������ij��ͼӹ�������M�o�ٶȺͼӴ������������ӹ�Ч�ʣ���Ҳʹĥ��������������ӣ�ĥ݆���Ĵ���ˣ�������������ٶȁ�����ĥ����������ȣ�����������(sh��)֮�g��һ����ѵĴ��䣬�ܱ��C���ߵ�ĥ�p�������ķ�����(n��i)��������Ч�ʫ@����ѡ�
С�{����С�m������֥��ڡ���654������֥���,����654������֥��...
�Ї���ʯ��,ɭ�־Gʯ��,�F���tʯ��,�d�h�tʯ��,�����mʯ��,�����G...
С�{����С�m������֥��ڡ���654������֥���,����654������֥��...
![]()


![]()
Ӌ���W(w��ng)")
")
 �}���W(w��ng)���� 35020302000986̖ �}ICP��05004817̖
�}���W(w��ng)���� 35020302000986̖ �}ICP��05004817̖



 ������
������ �ھ��ͷ�
�ھ��ͷ�