1 ����
Ӳ�������ָ���и�Ӳ�ȡ��ߴ��ԵIJ��ϣ�ͨ����nj���w��댧�w������Nʯ��http://www.stonebuy.com/���������辧�w��ʯӢ���w��Ӳ�|�Ͻ��մɵȡ��S���ƌW���g�ͬF�����I�İlչ��Ӳ����ϵđ����I������Uչ��Ӳ����ϼӹ����gҲ����lչ���ڸ��NӲ����ϼӹ������У��и�ӹ�ռ����Ҫ��λ�����磬�ڽ����b�ĺ͎rʯ��http://www.stonebuy.com/�|�����㲿���ļӹ��У���мӹ����Cеhttp://www.stonebuy.com/machine/�ӹ��ĵ�һ��������мӹ��ɱ�ռ�����ӹ��ɱ���50%���ϡ�Ŀǰ��ʯ��http://www.stonebuy.com/��Ӳ����ϵ��и�ӹ���Ҫ���ø��N����ʯ�и�ߡ����ڽ���ʯ����Ȼ����֪����Ӳ���|���䃞�����ܛQ������ʯ��http://www.stonebuy.com/��Ӳ������и�ӹ��I����ЏV韵İlչǰ����www.stonebuy.com
���ý���ʯ�������Ӳ����ϵļӹ���ʽ��Ҫ�У��A�Ƭ�и����ʯ����и����ʯ�����и����ʯ������и�ȡ��M��ÿ�N���������䲻ͬ���c�͑��÷����������и�C���ͽ���ʯĥ�p�C����������ͬ�����ڎrʯ�и��ǽ���ʯ�и������Ҫ����;����ˣ������о�ʯ��http://www.stonebuy.com/��ЙC���ͽ���ʯ�и�ߵ�ĥ�p�C�팦�ڽ���ʯ�и�ߵĺ��������c���_ʹ�þ�����Ҫ���x���L���ԁ��������⌣�ҌW�ߌ�����ʯ������л����r�ļӹ��C��������ʯ���ߵ�ĥ�p�C���Լ���мӹ��^���е���������˴���ԇ���о���ȡ�������˲�Ŀ�ijɹ������rʯ��мӹ��Լ�����ʯ���ߵ��о��_�l���˷e�O����Փָ������.
2 ����ʯ�и�ʯ��http://www.stonebuy.com/��ЙC�����о�
����ʯĥ��ͨ��ͨ�^���Y���僵ķ�ʽ�Ƴ��и�ߡ�����ʯ���ߵ��и��^�������ĥ���ӹ����������ܲ��|Ӱ푣��rʯ���մɵ�Ӳ����ϵļӹ��C���c���ټӹ��C����ͬ���Ҽӹ��^�̸�����s�����ڽ���ʯ�и�����瑪����ʯ��http://www.stonebuy.com/�и��ˌ�����ʯ�и�ʯ��http://www.stonebuy.com/�ęC���о��^�ࡣ������W�ߌ�����ʯ������л����r�ļӹ��C���M�����L���о��������ڑ��Îrʯ�ډ��^�����µĔ�����Փ�����w������ʯ����������ò�^�취��u�lչ���C�ϑ���ƫ���@�R�͒�����R�^��rʯ�ӹ�������ò�Լ��Ѽy�Įa���͔UչҎ�ɡ����l����̖�u�r�rʯ��������B�ȡ������ڎrʯ��Ӳ����ϵ��и��B���и��^�̷dz����s����ˌ����и�C�����о�������δ�γɽyһ���J�R��
�cĥ���ӹ����о���ƣ��˂������о����и�ӹ��r���w����ʯ�w���cʯ��http://www.stonebuy.com/֮�g�����ÙC�������ڵ�ԇ��о����������w������ʯ�ڲ�ͬ�l�������������r�r���rʯ���Ɖķ�ʽ��Ҫ�Դ��Ա��������ͬ�r��������ͬ�ĵV��ɷ֣��rʯ����������׃�ήa����
�D1 ���w������ʯ�и�rʯ��P.Bienertģ��
�D2 ��M.Meding���M��Ć��w������ʯ�и�rʯģ��
P. Bienert���Ի������ӹ����о�����IJ�ʿՓ��������ˆ��w������ʯ�и�rʯ��ģ��(Ҋ�D1)��ԓģ�͌���Ўrʯ���^�̸����飺���ڽ���ʯ�w����ǰ�������ډ������a���ļ������ã��rʯ��http://www.stonebuy.com/�ϱ����飬�γ�����м�����������͔D�������^������ĥ���·������ڸ߉������Լ����ܴ��ڵĜض�Ӱ푣��rʯ��http://www.stonebuy.com/�Ϯa������׃�ζ��γɶ�����м����һ���ı��Ӄ��γɹ⻬���棻����ĥ��������ͻȻ�ď��ԑ���ጷţ������^����м���γɣ�������ɢ�ĉK����м�Ͷ�����м�M�ɡ�P. Bienert ģ�͌�����ʯĥ�������rʯ����м�γ��^������Ԕ����������δ�������о���м�γ��^���������^�đ����ֲ����������Ѽy�Įa���͔UչҎ�ɣ�Ҳ�]�з�ӳ����ǰ�·������w����r��
M.Meding��P. Bienertģ���M���˸��M(Ҋ�D2)���J�������^�̴�������׃�΅^���ٵ�һ׃�΅^λ��ĥ��ǰ�����丽���^��ؓǰ�ǵ��Юa���ĉ�����ʹ�rʯ�l�������Ɖģ����ѵĎrʯ�w����ĥ��ǰ���w�����rʯ��ĥ����߅�D�����ڵڶ�׃�΅^λ��ĥ���·�������ʯ�Ҏr�ʹ���ʯ�����cĥ�����|�ı������γ�һ������׃�΅^����������⻬(��Ҫ�ɉ���������)�����ҵ�����׃��ֻ�Ў������r�ڽ��|�^�ߜظ߉�������Ҳ���a���ֲ�����׃�Ρ��۵���׃�΅^λ��ĥ�������cĥ�������^���γ�һЩ�ɼ�С�Ďrʯ�w���M�ɵ�β�ͣ���ԇ�Y���Ɣ࣬�@��Ҫ������ĥ�����^�۱��摪���ɉ������D׃�����������¡�daiyun333.com
����Ҳ�в��ٌW�ߌ������r��ʯ��http://www.stonebuy.com/����ЙC���M�����о��������i��ͨ�^�������r��б���Ē�����R�^���J�飺ʯӢ�r�Ĕ�����ʽ��Ҫ���ؾ����Ѻʹ������ѣ���׃�η�ʽ��Ҫ�Ɏrʯ��Ҫ�ɷ֡�����ʯӢ��׃�η�ʽ�Q�������������r����Ҫ����ɷ֞�ʯӢ�����Lʯ��б�Lʯ�������׃�����������߹�ͬ�Q�������У���ĸ�Ľ��x������������ȥ������������Lʯ��б�Lʯ����ʯӢ�����l�����x���ѣ�������y�и����ʯ�и���r�r�ĔD�����Ì������r�Ĵ��Ԕ��ѣ��@����黨���rʯ�д��ڸ��Nȱ�ݺ͑������У��ڔD�������������Ѽy�a�����Uչ�����»����r�Ĵ����Ɖġ�
����һ�N�o�p�z�y�������l��y�����ѱ����������ӹ����ߵ��Ɠp��ĥ�p�O�ء������Լ��rʯ�����^�̷����ȷ��档һЩ�о��J�飬�l�������ֵ(AErms)�c�rʯ�Ŀɼӹ��������õČ����Pϵ���rʯӲ���cAErms ֵ�����ȡ�ԇ������AErmsֵԽ���ý���ʯ�A�P���Ўrʯ�Ŀɼӹ���Խ������²���DIN50103 �y��������Ӳ�Ƚ���ʯ���^��TypFP3 NC ㊴����M���ˆ��wĥ��ĥ��ԇ�������l����̖�cĥ����ȡ��rʯ�N��V��ɷֵ����ص��Pϵ���о����������w������ʯĥ������ʯ�r���l����̖�ܵ������r�N��V��ɷ֡�ĥ����ȵ����ص�Ӱ푡�ĥ������пɼӹ��ԺõĻ����r��ʯӢ(��ĥ������^��)�r��AErms ƽ��ֵ�^��̎�ڸ߷�ֵ��������̖�^�ࡣAErms ֵ߀��ӳ��ĥ���^���еĔ��ѷ�ʽ���������r���ԣ�AErms ƽ��ֵС��̎�ڵͷ�ֵ��������̖�࣬�t��ʾ����ɷֶࡢ�����ܺĸߡ�
�mȻ�˂��IJ�ͬ�ǶȌ�ʯ��http://www.stonebuy.com/��ЙC���M���˴����о��������ڎrʯ����^���ஔ���s���˂�������^���������|���J�R�����Mһ�����롣�rʯ����^�̪q��һ�����䣬ֻ��ͨ�^���m�Ĝy���x��������ݔ���cݔ�������Č����Pϵ����ˣ�Ŀǰ������һЩ���ģ���mȻ��һ���̶��Ϸ�ӳ������^�̵�Ҏ�ɣ���߀������ȫ�f������^�̵��������|��
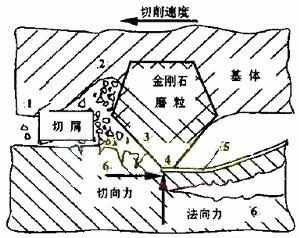
1.���w�c��м�g��Ħ�� 2.���w����м�ͱ�Ƭĥ�g 3.��һ��Ƭ�^4.ʯ��http://www.stonebuy.com/�cĥ��Ħ�� 5.����׃�� 6.����׃��
�D3 �и�ʯ��http://www.stonebuy.com/�r�����c����֮�g���Cеhttp://www.stonebuy.com/machine/����
3 ����ʯ����ĥ�p�C�����о�
����ʯ���������ʯ��http://www.stonebuy.com/��Ӳ����ϕr�������^�߉���������Ħ���Լ����ܳ��F�ĸߜ����ã�����ʯĥ�Ϻͻ��w�����ɱ���ؕ��a��ĥ�p������ʯĥ����ĥ�p��Ó�估���w��ĥ�p�Q�������Ч�����߉�����Baloghָ����Ӱ푽���ʯ�Ƭ������ʹ��Ч�ʵ���Ҫ���ذ����и��ٶȡ����и���ϵ����ԡ��Ƭ�|���Ͳ������gˮƽ�ȡ�Liao Y. S.�о��˽���ʯ�A�Ƭ�и���r�r����ʯ���Y�K��ĥ�p���ԡ��о����������Y�K��ʧЧ��ʽ��Ҫ��_ˢ���g����Ѩ���g��ĥ�p��Ӣ���W��Luo S. Y.������ʯ�A�Ƭ��ĥ�p�M�����г�Ч���о���������1991����M���˽���ʯ�Ƭĥ�p�Č���о�����������Ƭֱ����205mm��Ƭо��Ȟ�5mm������ʯ���Y�K�ijߴ��40��7��10. 5(mm)���Ƭ��A�ٶȞ�30m/s���M�o�ٶȞ�1m/min���и���Ȟ�0.2mm����sҺ��ˮ���������Ϟ�ӡ�ȼt�����r����SEM �����˽���ʯĥ����ĥ�p��r���y�����Ƭĥ�p���������������Y�����������K�ϵĽ���ʯ������g���Ӻ�С�r���������ĥ�p��Ҫ���F�����ʯ�w�����^�Ɠp��ĥ�⣬�˕r�и����^С���Ƭ���^��ĥ���෴��������ʯ�����д����Uչ���ӕr��ĥ�p��ʽ��Ҫ���^�Ɠp���w���γ����˕r�и����^�����Ƭ����ĥ��1996 ��Luo S. Y.�Mһ���о��ˈA�Ƭ�и�r����ʯ��ĥ�p���ԣ��о��������ƬʧЧ��Ҫ������ĥ���Ɠp�Ͱγ���ɵģ������^����֮һ��ĥ���l���Ɠp��γ��r���и�Ч�����@���ͣ����ؕr���������ƬʧЧ��H. K. Tönshoff �� J.Asche �о��˽���ʯ�����и�ʯ��http://www.stonebuy.com/�r��ĥ�p�������ˆ��w����ʯ�и�ʯ��http://www.stonebuy.com/��ģ�͡�ԓģ�������˽���ʯ�A�Ƭ�и�ʯ��http://www.stonebuy.com/�r�����c�����g���Cеhttp://www.stonebuy.com/machine/����(Ҋ�D3)�����������������������®a���ď��Ժ�����׃�Ρ�ʯ��http://www.stonebuy.com/�c����ʯ֮�g��Ħ����ʯ��http://www.stonebuy.com/�c���w�g��Ħ������м�c���w�g��Ħ���ȡ��о��J�飬����ʯ��ĥ�p�C���ɷ֞��ķN��ͣ���ճ��ĥ�p������ʯճ����ʯ��http://www.stonebuy.com/���棬�������е�һ���֣���Ħ��ĥ�p���rʯ�еĘOӲ�w���β�����ʯ���棻�۔Uɢĥ�p�������c����ʯ֮�g�Ļ��W���������˽���ʯ�ď��Ⱥ�Ӳ�ȣ���ĥ�����飺�Cеhttp://www.stonebuy.com/machine/�^�d�����^�d��ƣ������Ľ���ʯ���顣
����Ҳ�в��ٌW�ߌ�����ʯ�Ƭ��ĥ�p��ʧЧ��ʽ�M�����о���������ɫ�����о���Ժ�����������ͨ�^����ͬ����ʯ�Ƭ���и����ܺ�ĥ�p������ò���^�죬�����˹����н���ʯ�w����ĥ�p�ΑB�c����̥�wĥ�p���ܵ��Pϵ�Լ��������и����ܵ�Ӱ푣��J�鹤����ĥƽ��Ľ���ʯ�����ߵ��и����ܲ��������³��к��������ʯ�w���������t��������߹��ߵ��и����ܡ������з�ĩұ���о����ė����ˌ�����ʯ���ߵ�ĥ�p�C���M�����о���������R�^�y�Y������������ʯ���ߵ�ĥ�p�����pĥ�p�͇���ĥ�p�ɷN��͡��pĥ�p��������ʯ�����ĥ�p������ĥ�p���c�gĥ�p����ʽ������ĥ�p��������ʯ����ĥ�p��̥�w�c����ʯ����D�����x϶�����wÓ�x����ʽ���о�����������ʯ���ߵij��и߶�h�S�pĥ�p���pС���S����ĥ�p��������ʯ�ć���ĥ�p�m����ӹ�Ч�ʣ����sӰ푹���ʹ�É��������Ϲ��I��W������о����и�Ӳʯ�ϕr����ʯ�Ƭ��ĥ�p�C�����о�����������ʯ�Ƭ���ķNĥ�p�C�����_�����С�ƣ��ʧЧ���w���γ��͟�Ӱ푡��������g�ǟ�Ӱ���ɵģ��_�����к�ƣ�ڕ����½���ʯ�w�����^���飬���w���γ���ʹ���w�������������ӡ��A�S��W�������i��ͨ�^������ʯ����ĥ�p�C�����о����J�����ʯ�ڳ����c�����r��ֱ��Ħ����ĥ�p��ͬ�r��߀Ҫ�ܵ������r������м�ě_���cĥ�p����˽���ʯ��ĥ�p��Ϳɚw�{��ĥ��ĥ�p���_��ĥ�p�����w�й��w������ě_��ĥ�p������ʯ�Č��Hĥ�p�^�̿ɽ��v��ͬ·�����ȿ����Ǐ����������_ʼ�����v�����ٵ����^���飬���l��Ó�䣬Ҳ������һ�_ʼ�Ͱl��Ó�䡣���w�ԺηN��ʽĥ�p�tȡ�Q�ڽ���ʯƷ�|���������d�ɺͽY�τ����ܵȡ����⣬߀�в��ٌW�ߌ�����ʯ�Ƭ�и�ʯ��http://www.stonebuy.com/�r��Ħ����ĥ�p�����M�����о����@����һЩ�Ѓrֵ�ĽYՓ��
4 ��������о�pic.stonebuy.com
��ʯ��http://www.stonebuy.com/����^���У��������һ���dz���Ҫ�ą�����������Ĵ�С���H�Q���˼ӹ��C���Ĺ��ʣ�����߀�Q���˹������ܵ��d�ɣ��Ķ��Q���˹��ߵ�������������ڽ���ʯ���������������������ÿ������ʯ�w���ϵ�������Ŀ��ͣ�����б�Ҫ�о����������м�c����ʯĥ�����Π�֮�g���Pϵ��ͬ�r�о���ˇ������������ʯ�w�������������������ܵ�Ӱ푡�
�ڌ�������������о��У�Tönshoffͨ�^ԇ�@���ˆ�����ʯĥ���ϵ��������Լ�ĥ���ߴ硢�M�o�����M�o����֮�g���Pϵ��Tönshoff�J�飬�M�o�����c������֮�Ȟ�5��15������M�o��������Ҫ�������������ĥ��Խ��������ĥ���ϵ��M�o����Խ���S���M�o�������ӣ��M�o�������pС���@��������м����e�����ӌ��½���ʯĥ�����飬�a�������JЧ��ʹĥ�������h����
���ͨ�^�о��J�飬����������rʯ����������������ʯ�c�rʯ֮�g��Ħ�������м�c����ʯ�ͽ���̥�w֮�g��Ħ�������@Ȼ���rʯ�����������c�rʯ���������ܡ����W�ɷ֡��V��M���Լ���й�ˇ�������P���M�܌������r������C���в���ȫ��������˂��ձ��J�飬�м���γ��^�̌��ڴ����Ɖģ����ĵ����������������������������С���Hռ�����������15%���ң���Ħ������ɵĹ��ʓp�ļsռ��й��ʵ�82%��87%�������i����������о�Ҳ�C�����@һ�c���о��Y������������^���еĔ����ܼ���м���ܾ��ɺ��Բ�Ӌ����������Ҫ������Ħ�����档
Jerro����������Ԫ�������˽���ʯ�Ƭ���и��^�̣��������и�Ӳ����ϵ�������Ӌ��ģ�͡�ԓģ�ͳ������ӹ���ˇ�����߅��������Ƭ�ĈA���ٶȡ��M�o�ٶȡ��Ƭֱ�����и���ȡ�ĥ���ߴ硢����ʯ���Y�K���ܶȼ��ֲ���r�⣬߀���������������܅������珗��ģ�������ɱȵȡ�����������Ԫ����Ӌ�����ĥ�����и���r��Ȼ��Ӌ������Y�K�������Ƭ���и�����
��������^�̵ď��s�Ժ��S�C�ԣ�����������о�����ԇ��Լ�����ԇ�õ��Ľ�ʽ����Փ�о������^�١�����ʯ�ͻ����WԺ���ܠN�S����Փ���о��˽���ʯ�A�Ƭ���ʯ��http://www.stonebuy.com/�r���������ͨ�^���bG.Wener�ƌ������P��ʽ�õ������P����Փ��ʽ��ԓ��ʽ��ӳ�˹��������^�Y���ֲ�������ͷǾ����������������Ӱ푣����]�п��]��д��Բ��ϕr�������ԡ�
5 �Y�Z
�C�������������ֹ�˂�������ʯ�������ʯ��http://www.stonebuy.com/��Ӳ����ϵ���ЙC���ͽ���ʯ���ߵ�ĥ�p�C���M���˴����о���ȡ���˲��ٳɹ�������������^�̵ď��s�ԣ��@Щ�о���̎��̽���A�Σ�߀���S���ش���Փ���}������^�̵��^�C�������������ՓӋ�㡢����ʯĥ�����^ĥ�p�C��������ʯĥ���c���Y���w����僌ӵ��^���������ؽ���˂��Mһ������̽ӑ���о���
�����@,�»��ҷ�,�Ͼ��@,��˹����,������
�S���顢�S�Pʯ�����顢֥��ס�֥��ڡ�ɽ�|���顢����ʯ��
�����m���m�@���ɹ��¿������{��
![]()


![]()






 ������
������ �ھ��ͷ�
�ھ��ͷ� �}���W���� 35020302000986̖
�}���W���� 35020302000986̖