����һ����ˇԭ��
����ʩ����ˇ��Ҫ����2�c��
����1��ģ��ƽ�_������ ��Ҫ��400mm��3000mmx3000mm����������ƽ�_���Լ�������ƽ�_���L2000mm�A�������o��ģ�ߵ������c�̶��^�̡�
����2���p����ǵď��� ����50mm��50mm��䓆���150mm�_������ģ�������������������������������ģ�����Mһ����������������������M��У�����a�����{���������^�̡�
���������c��Ҏʩ�������IJ�֮ͬ̎����ƽ�_����ȡ�ķ��㡢����������ͬ�r�p�������ڮ������ǏS���\ݔ�����㼰�c�F������ƫ��r���{�����y����Ч������r�cʩ���y�ȡ�
����������Ҫ���c
����1����ˇ�������������������㡢�������ա�
����2�������������ǣ��p�����\ݔ�^���е����b���y��䓠t���a�l����׃�����y��
����3�����s�ɱ��������ܺģ��p�������a�������Ƕ�Ͷ������O��ijɱ���
����5�����ϼ��С��ֶ���ˮ���a���ӹ����ȸߣ����ڱ��C�|���͜p�ٲ������M��
����6�����÷����`��V������Ч���٣���Ч����ʩ���ɱ���
��������ʩ����ˇ���̼�����Ҫ�c
����1��ʩ����ˇ���� �y���ž�һģ������һ���Ǽӹ�һ���Ǐ���һ�����a��һ���ǰ��bһ��尲�bһ�깤���
����2������Ҫ�c
����1�����y���ž�
���������D��Ҫ��ƽ��λ���M�ж�λ���˶����w�b΅������_�����w�b�������ֱ�����߶��Լ��c�����b���Č���λ�á�ƫ�ƙM�v�S���Pϵ��ʹ���w������c�S��ƫ�ƾ����о���ʹ֮���������w�b�����棬�γ�һ�������κ����� ������܉�E�������طŘӿ��ƈA�����������λ�á�
�������M�пv��λ�ö�λ�r�����Ȍ����ػ����c����ˮ�ʃx�������ף��������w�˸���ʼ�c�����������ς��f��ͨ�^������X�ƈD�o�����߽������S����ģ�ͣ��������S�c�Ɣ��������ü����U���x�ȃx���������R�c���y��플Ӹ���λ��У�ʺ��䓽z�K��λ��
����2�����������������
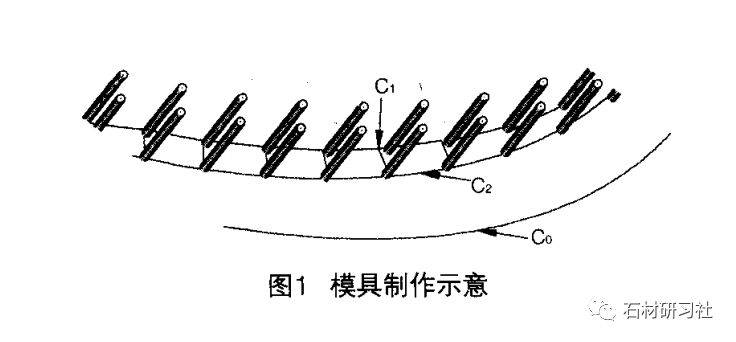
������1����ģ������
�����١��������wֱ����Сd0�x��һƽ̹ˮ����������ƽ�_��
�����ڡ���ƽ�_�������xһ�c����A��O����(d0��100)mm��ֱ�������w�����C0��ͬ�ĈAC1����C1��ÿ��100mmֲ����ڵ���60mm��d12mm�A��ڻ������У���D1��ʾ
�����ۡ��� (do-90)mm��ֱ������һͬ�ĈAC2��ͬ����C2��ÿ��100mmֲ��12mm�A䓣��p�ňA��g��5mm�� ģ��У� ���ڲ���ƽ�_����ͬ�ĈA�̶ȣ�������A���̶�׃�εą����˜ʡ�
������2������������
�����������ʻ��ε�����������p��ģ�����M��У����ʹ�����_���A혡�
�����١�����C1���L(���߷ֶ� )��ȡ50mm��50mm������������L�� ��ͬ�r�ڻ������һ߅ȡ�ף�����̶�����A����֮�á�
�����ڡ���50mm��50mm��䓵�һ߅ �������g��150mm���L���M���п�̎����
�����ۡ�����������C1�Π���ٌ�50mm��50mm��䓵�һ������ģ�����Mһ��������ֱ������Ҫ��
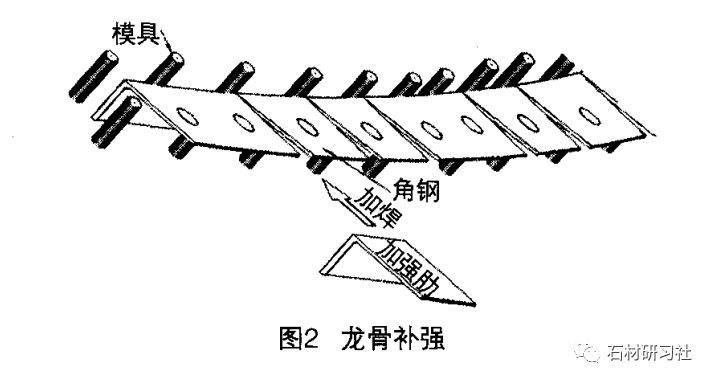
����3�������Ǽӏ���
����������������ε��п��M�мӏ��a���������{�����a�����l���Ļ���׃�Σ��������Ǐ����� ����Ҫ����M���п�̎�a���Ӻ�̎�������˷�ֹ�Ӻ��r�l����׃���˲��E��һֱ��ģ�����M�в�����
��������һ���L40mm��50mm��50mm��䓣������ڻ��������п��·��������ӏ� (�D2)
����4�������ǰ��b
��������������鯺����A�ȴ_�������S����λ�ã������ӳ��͵ĈA���������������c���еă��ЈA�У��_���A����λ�������ô������A������������ς��M�а��b��λ�̶���
����5������尲�b
�����١��������b �����ՈD���S���ߴ�Y�ό��Hƫ����������b����M��λ�ÿ��ƣ���������������K�������հ�K�ӹ���؛�M̖����M��ƴ�b��
�����ڡ���ʼ�������b���Mһ���{����ƫ�ƙM���v���S����ֱ���������ЈA�A����Փ�c���H���Ǻϣ���ʼ�������b �{������Ҫ��������A���⻡ģ���M���|����ۙ�z�顣
�����ۡ����O�U���x�ڵײ��c܉�E֮�ϣ��������z�p��������M�д�ֱ�ȵĿ����c�z�飬��1���������b��λ���������˸ߡ��⻡ģ�����Ӱ��b�̶� (�D3)��
�����ġ��|������Ҫ��
����2�����w�Y���ϵ��A����ͺ��������λ�á������������������������횷����OӋҪ��
����3�����ٿ�ܵ��B�Ӽ��ͷ���̎�푪�����OӋҪ��
����6�����N�Y��׃�οp�����ǵ��B�ӹ��c�������OӋҪ��ͼ��g�˜ʵ�Ҏ����
�����塢�Y�Z








 ������
������ �ھ��ͷ�
�ھ��ͷ� �}���W���� 35020302000986̖
�}���W���� 35020302000986̖