����1 ����
����2 Ҏ(gu��)���������ļ�
���������ļ��еėl��ͨ�^���˜ʵ����ö��ɞ鱾�˜ʵėl�����עIt�ڵ������ļ������S�����е��Ć�(���������`�ă�(n��i)��)����ӆ������m���ڱ��˜ʡ�Ȼ�����Ą����(j��)���˜��_�Ʌf(xi��)�h�ĸ����о��Ƿ��ʹ���@Щ�ļ������°汾�����Dz�ע���ڵ������ļ��������°汾�m�ñ��˜ʡ�
����GB��T 191���b���\�Dʾ��־��
����GB 6566�������Ϸ����Ժ���������
����GB��T 13891�����������R���ɶȜy��������
����3 �g�Z�Ͷ��x
����GB��13890��GB/T 1182�_�����g�Z�Ͷ��x�m���ڱ��˜ʡ�
����4.1.1 �����|(zh��)�֞飺
����a)����ʯ�_���(M)��
����b)����ʯ�_���(G)��
����c)ʯ��ʯ�_���(L)��
����4.1.2 ���Π�֞飺
����a)�����_���(P)��
����b)�����_���(Y)��
����4.1.3 ������ӹ��̶ȷ֞飺
����a)�R���_���(J)��
����b)�����_���(X)��
����4.2 ����
����4.2.2 ��ӛ��GB��T17670Ҏ(gu��)���ľ�̖��e��Ҏ(gu��)��ߴ硢�˜ʾ�̖��
����4.2.3 ʾ����
����������ʯ���Pʯ�_��塣
������ӛ��G3582 PJ 790��560��20 GB��T XXXXX��XXXX��
����5 ���gҪ��
����5.1 һ��Ҫ��
�����_����Ҏ(gu��)���ǰ߅����߅�ļӹ��ɹ����p���f(xi��)�̴_����ÿ���_���ĽM�ɼ�����λ���QҊ�D1��
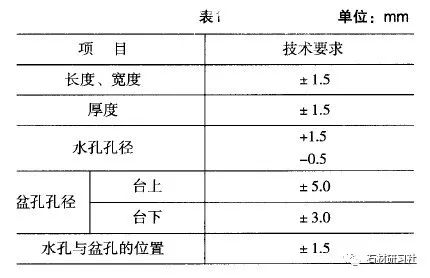
����5.2 �ߴ�ƫ��
����5.2.1 �����_���ߴ����Sƫ����ϱ�1��Ҏ(gu��)����
����5.2.2 �����_���ijߴ����Sƫ���ɹ����p���f(xi��)�̴_����
����5.3 ƽ��ȹ���
�����ňDƬ_20221122084836.jpg
�����_���ƽ������S������ϱ�2Ҏ(gu��)����
����5.4 �Ƕȹ���
����5.4.1 �_���Ƕ����S�����06m
����5.4.2 �_�����ͮ����_���ľ�݆�����ɹ����p���f(xi��)�̴_����
����5.5 ���^�|(zh��)��
����5.5.1 ͬһ���_����ɫ�{(di��o)�������{(di��o)�ͣ����y������һ�¡�
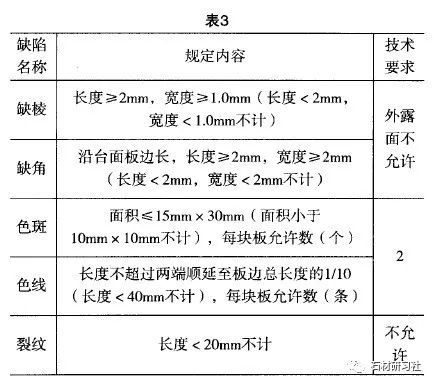
����5.5.2 �_�����������^ȱ�ݑ����ϱ�Ҏ(gu��)����
����5.5.3 �ӹ��Ă�߅Ч�����c�������һ�¡�
����5.5.4 ���N��͵��_�����治���������@���zճ�������ճ�p������o.4mm���_������¶߅��Ǒ��⻬��
����5.6 �R���ɶ�
����5.6.1 ����ʯ�_�����R���ɶȑ�������80��Ɇ�λ�����p���f(xi��)�̴_����
����5.6.2 ����ʯ�_�����R���ɶȑ�������70��Ɇ�λ�����p���f(xi��)�̴_����
����5.6.3 ʯ��ʯ�_�����R���ɶ��ɹ����p���f(xi��)�̴_����
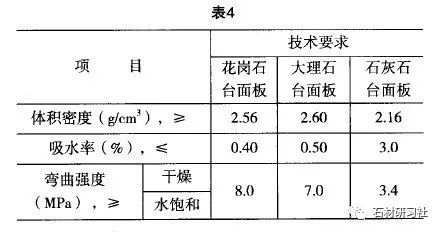
����5.7 ��������
�����_��������l���ܼ��gָ�ˑ����ϱ�4Ҏ(gu��)����
����5.8 ������Ҫ��
����6 ԇ��
����6.1 �ߴ�
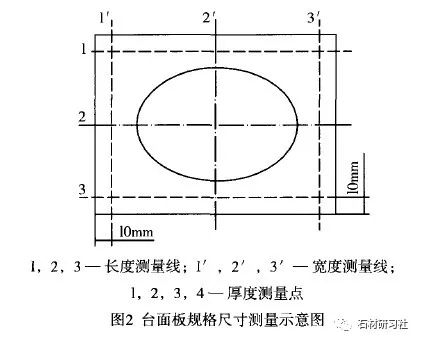
����6.1.1 �L�ȡ����Ⱥͺ��
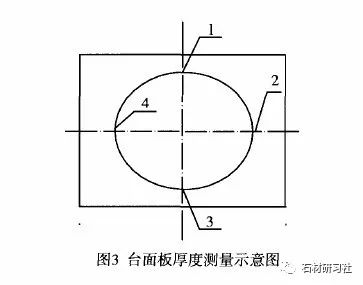
�������Θ˿����ܝM�㾫��Ҫ��������ߜy������L�ȡ����ȡ���ȡ��L�ȡ����ȷքe�ڰ��������λ�y��(Ҋ�D2)����Ȝy�������4�����c��λ(Ҋ�D3)���քe�Üy��ֵ�c�˷Qֵ֮�gƫ������ֵ����Сֵ��ʾ�L�ȡ����ȡ���ȵijߴ�ƫ��y��ֵ���_0.1mm��
����6.1.2 ˮ��ֱ��
�������Θ˿����ܝM�㾫��Ҫ��������������ֱ�ăɗl�о��Ϝy����ֱ�����քe��ƫ������ֵ����Сֵ��ʾˮ�ijߴ�ƫ��y��ֵ���_��0.1mm��
����6.1.3 ���ֱ��
�������Θ˿����ܝM�㾫��Ҫ����������ڃɗl�S���Ϝy����������Сֱ�����քe��ƫ������ֵ����Сֵ��ʾ��ijߴ�ƫ��y��ֵ���_��0.1mm��
����6.1.4 ˮ���c���λ��
�������Θ˿����ܝM�㾫��Ҫ��������ߜy��ˮ������߅����С���x���քe���c�˷Qֵ��ƫ���ʾ���y��ֵ���_No.1mm��
����6.2 ƽ���
������ƽ��ȹ����0.1mm��1000mm �ƽ�߷քe��Ȼ�N���ھ��߅10mm ̎�ͱ��zƽ��ăɗl���Ǿ��ϣ������ߜy�������c������g϶�������z��߅�L�͌��Ǿ��L�ȴ���1000mm�r�����ƽ����߅�L�͌��Ǿ��ֶΙz�y��������g϶�Ĝy��ֵ��ʾ�_����ƽ��ȹ���y��ֵ���_0.05mm��
����6.3 �Ƕ�
����6.3.1 �_���Ƕ�
�����Ã�(n��i)�Ǵ�ֱ�ȹ����0.13mm����(n��i)��߅�L��500mm��400mm��90��䓽dzߡ����dz߶�߅�o����Ķ�߅���L߅�N������L߅�������ߜy�����L߅�c�dz��L߅֮�g������g϶���y������Ă��ǣ�������g϶�Ĝy��ֵ��ʾ�_���ĽǶȹ���y��ֵ���_��0.05 mm��
����6.3.2 �_��往݆����
�����_�����ͮ����_��往݆�����ù����p�����h�Ŀ�ģ�o�N�_���Ļ��棬�����ߜy�������c��ģ֮�g������g϶��������g϶�Ĝy��ֵ��ʾ�_���ľ�݆���ȹ���y��ֵ���_0.05mm��
����6.4 ���^�|(zh��)��
����6.4.1 ���yɫ�{(di��o)
�������f(xi��)�h���c���z�岢��ƽ���ڵ��ϣ����1.5m̎Ŀ�y��
����6.4.2 ȱ��
����Ŀ�y�����Θ˿����ܝM�㾫��Ҫ��������ߜy��ȱ�ݵ��L�ȡ����ȣ��y��ֵ���_0.1mm��
����6.4.3 �ӹ��Ă�߅Ч��Ŀ�y��
����6.4.4 ���N߅�zճ��
����Ŀ�y�����Θ˿����ܝM�㾫��Ҫ��������ߜy�����ճ�p���ȣ��y��ֵ���_��0.1mm��
����6.5 �R���ɶ�
����6.6.1 �w�e�ܶȡ���ˮ��
����ԇ�ӳߴ��50mm��50mm��20mm�����ఴGB/T 9966.3��Ҏ(gu��)��ԇ��Ʒ��ͬ��������ȡ��
����6.6.2 ��������
������GB��T 9966.2��Ҏ(gu��)��ԇ��Ʒ��ͬ��������ȡ��
����6.7 ������
������GB6566��Ҏ(gu��)��ԇ
����7 �z�Ҏ(gu��)�t
����7.1 ���S�z�
����7.1.1 �z��Ŀ
���������_��壺�ߴ�ƫ�ƽ��ȹ���Ƕȹ�����݆���ȡ����^�|(zh��)�����R���ɶȡ�
���������_��壺�ߴ�ƫ�ƽ��ȹ���Ƕȹ�����ǰ߅��݆���ȹ�����^�|(zh��)�����R���ɶȡ�
����7.1.2 �M��
����ͬһƷ�N��e���_����һ����
����7.1.3 ���
��������ȫ��(sh��)�z��
����7.1.4 �ж�
���������_�������Йz�Y�������ϼ��gҪ��r���t�ж�ԓ���_���ϸ�ÿ���������_�����ϸ�r���t�ж�ԓ���_���ϸ�ÿ�������l(f��)�F(xi��n)�в��ϸ���_��壬�t�ж�ԓ���_��岻�ϸ�
����7.2 ��ʽ�z�
����7.2.1 �z��Ŀ
������5�¼��gҪ����ȫ���Ŀ��
����7.2.2 �z�l��
������������r֮һ�r���M����ʽ�z
�����½��SͶ�a(ch��n)��
�������ϡ����a(ch��n)��ˇ���ش��׃��
�����������a(ch��n)�r��ÿһ���M��һ�Σ�
����7.2.3 �M���c���
����ͬһƷ�N��e���_����һ����
�����ߴ�ƫ�ƽ��ȹ���Ƕȹ�����݆���ȹ��ǰ߅��݆���ȹ���(����)�����^�|(zh��)�����R���ɶȰ���5��ȡ�ӱ���
����7.2.4 �ж�
���������_��������Йz�Y�������ϼ��gҪ��r���t�ж�ԓ���_���ϸ�
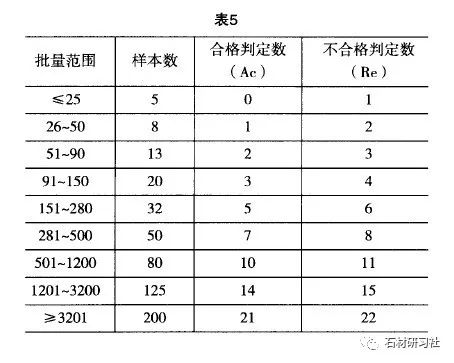
�����ӱ��аl(f��)�F(xi��n)�IJ��ϸ�(sh��)С�ڻ���ںϸ��ж���(sh��)(Ac)���t�ж�ԓ���_���ԓ�Ŀ�ϸ����ӱ��аl(f��)�F(xi��n)�IJ��ϸ�(sh��)���ڻ���ڲ��ϸ��ж���(sh��)(Re)���t�ж�ԓ���_��岻�ϸ�
�����w�e�ܶȡ���ˮ�ʡ��������ȵ�ԇ�Y����������5.7����Ҫ��r���t�ж�ԓ���_��������Ŀ�ϸ��Ѓ�헼����ϲ�����5.7����Ҫ��r���t�ж�ԓ���_��岻�ϸ���һ헲�����5.7����Ҫ��r�����Â�ӌ�ԓ�Ŀ�M�Џ͙z���͙z�Y���ϸ�r���t�ж�ԓ���_��������Ŀ�ϸ�t�ж�ԓ���_��岻�ϸ�
����������ˮƽ������5.8��Ҫ��r���ж�ԓ���_��岻�ϸ�
����8 ��־�����b���\ݔ���A��
����8.1 ��־
����8.1.2 �����b�����Ҫ����_���壬����ÿ�K����Ϙ������b��̖��
����8.2 ���b
����8.2.2 ���b���M���������l���°�ȫ�bж���\ݔ?sh��)�Ҫ��?/div>
����8.3 �\ݔ
�����_����\ݔ�^���Б���ֹ��ײ���Lˤ��
����8.4 �A��
����8.4.1 �_��呪���҃�(n��i)�A�棬�����A�摪�����w��
����8.4.2 ���_����Ʒ�N��Ҏ(gu��)��e��؛���քe�a�š�




")
")




 ������
������ �ھ��ͷ�
�ھ��ͷ� �}���W(w��ng)���� 35020302000986̖
�}���W(w��ng)���� 35020302000986̖