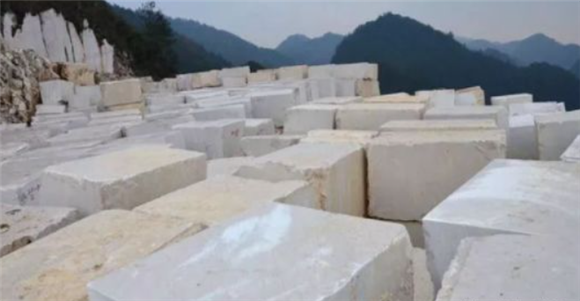
�����҂���֪��������ʯҪ�ɞ��҂����е�һ����֮ǰ��Ҫ���^�S��Ĺ���ɽ�w�и�����Ļ��ϣ�һ��һ�����^�������׃���҂�����Ҫ�Ĵ�塣
�����������a��ˇ���̣�
�����x�ϡ������Ρ�����С����z�a�������⡪���z�����b������졣
�����@���f�������cģ�����]�PϵС���ʂ���һ��С������ҿ��Ը�ֱ�ӵ��˽�@Щ�������̡�
Step 2 ԭʯ���е����ϴ�Ņ^���ȴ��ӹ�
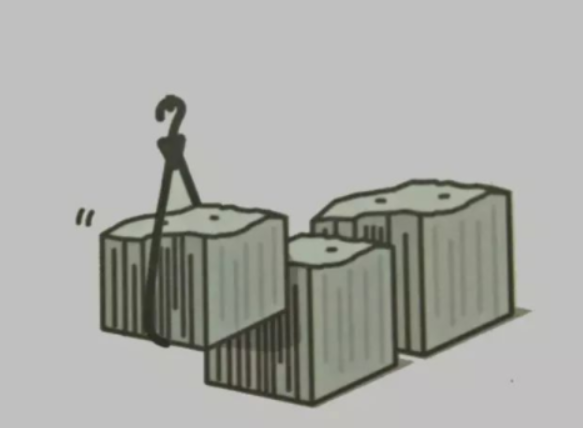
Step 3 ��Ҫ�ӹ���ԭʯ�����Q���ʏS��
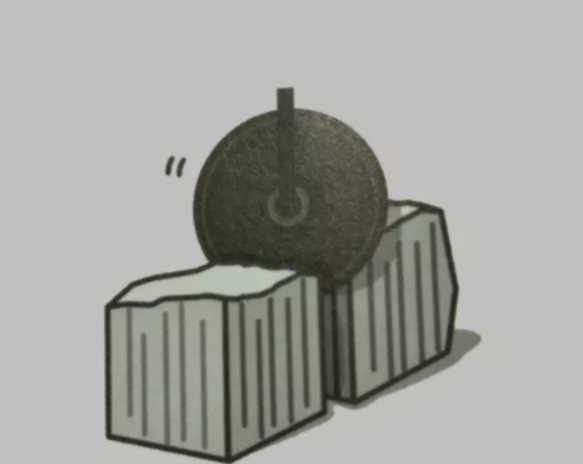
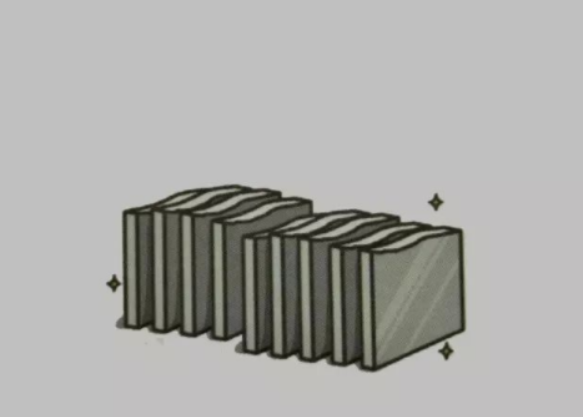
��һ�μӹ��S�� ��ԭʯ�гɡ���塱
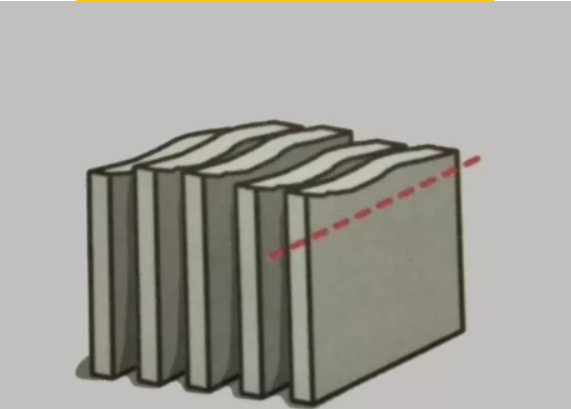
Step 4 �кõĴ�壬�����ʼs80%
Step 5 ���úõĴ���M����p�z�a����ĥ����
��չ�d�N�ۡ�
�����OӋ�M�вü���ĥ߅������̎����
�\�͵�ʩ�����c
�����Dz���һĿ��Ȼ�أ�
�����҂�������Ҫ�ʹ���fһ�f��
ʯ��http://www.stonebuy.com/�ӹ������У���Ҫע���һЩ��������Ԓ�f��
�����Q���ɔ����������H���ԛQ�������������K�ȼ���߀���Ը�׃��������w�lչ����
����һ�����й���ע����헣�
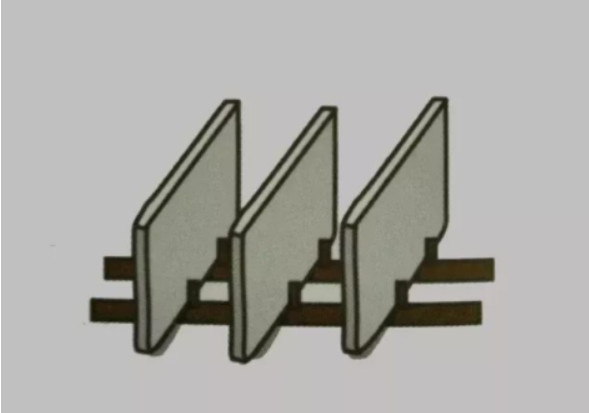
������1�� ������ƽ�_�ϑ��[���ι̡�ƽ����
������3�� �µ�ǰ���гߴ�У�����ͺ�Ҫ���ġ��ʴ_��
������4�� ���ϴ���ǰ��Ƭ����ͣ���ѵ�һƬʯƤ������z����ϵ�Ʒ�|���Пo���ѡ�ɫđ��ɫ�ߡ�ɫ�����|��ȱ�ݣ��z��ǰ��Ƭ����Ƿ������S����ȣ�20mm��5mm��,���o�輰�r����
������5�� ����ǰ��Ҫ���ÙC���z�飬�����B�������坍������
������6�� �a�����߅�Ӻ��һ���У��߶ȣ����e�nj��мy·��ʯ�N��
��������������ע����헣�
������1�� �����ꌍ�H��Ⱥ����Θ˿��ߏͺ˺�ȡ�
������2�� �����rҪ�м���̧�Ű���Ҫע�ⰲȫ������p�İ��ϡ�
������3�� ����ǰ��Ҫ���ÙC���z�飬�����B�������坍������
����1������ʯ��л��ϵ��L*��*�߳ߴ磬���ܳ��^3300*2000����*2000����������ʯ�������ӹ��ߴ�:3300*3500*2000 mm����������Ҫ���M�����Ρ�
����2�������L�������߷����в�Ҏ�t����桢���治ƽ���t�����������档
����3��������������ʼ���������ʻ��߰��ӹ���Ҫ�����Ρ�
����4��ɫ�ߡ�ɫ������ɫ�ڻ������gλ�����c�������ƽ�У����ȡ�200mm�r���ֶ�̎����
����5��ɫ�ߡ�ɫ������ɫ�ڻ���һ��Ҏ����400mm * 400mm * 400mm���ϕr����������̎����
����6�������Ї������ԕr����ɫ�ߡ�ɫ������ɫ��Ոʾ���P�I�����I����������̎����
����7�������|�^�ɡ��а��ѵIJ��ϣ�����ȾW����֩�롢���_�t�����ַȡ��������S����ʯ�ȣ������������Ѽy��r����̎����
����8�����C���_܇������M�r�茦�����M�з��к����ϣ���܇�g���ܼ����L������r�_�����з�����
����9����ѭ����Ӳ�Ȼ���һ�¡��L�ȳߴ����һ�¡��߶ȳߴ����һ�£����C��܇�������ӹ��ߴ��ԭ�t��
�����������ǰ���ϵęz�顢���o
����1���z����ϣ������y·����ȱ�ݵĻر̶ܳȡ������С�����أ��_���ӹ����鿴�Ƿ��мӹ��[������������Еr�p��䏗l���O�䡣
����2�����Ѽy�Ļ��ϣ����ڻ���픲��̓ɶ��桢�����ã��¼Ӻ�W����ճʯ�壻���ࡢ�Ѽy��Ļ���Ҫ���z��ճʯ����Ӻ�W̎����
����3���Ѽy�ض�Ĵ���ʯ��Ӌ�o�����Ƭ�Ļ��ϣ������ϕr�ײ�Ҫ��ˮ���|ʯ����䏼ӹ���
�����ġ�����ʯ䏗l���g��Ƭ���x��
��������ʯ����Ŀǰʹ�õ�䏗l䏗lҎ��4350mm��4200mm��*180mm*��ȣ���������NҎ��3.5 mm ��2.5 mm��2.0 mm��1.5 mm��
������ȾW��3.5mm���õ��^�����w�ӹ�������^Ӳ���|������2.5���w�ӹ��������S����������ͨ���|�����S������x��2.0 mm�ĵ��w�ӹ���ɯ���ȡ��_�R���S����
�����^ܛһ��|������1.5���w�ӹ�����ɰʯ���y�Ӱȣ����µ��^�ڼӹ�10000��15000ƽ����,Ҫ�M�ж����{���g��Ƭ�ĺ�ȡ�
�����塢�z�a��ԭ�t:
�������aʯ�ۡ�ʯ�������a�z�zˮ�{ɫ�Ļ���ԭ�t:���y����,�����]�����@���y,�zˮ�ɫ�S������ɫ,�绨�y���@,�zˮ�ɫ�S���y���ɫ���{�z���z�a�����е���Ҫ�h����ֱ��Ӱ푵��z�a�|����
������������
����1���ϰ�:����Ҫ����İ���D�\������C�ϰ�̎��A�ּ���,������ϰ�̎���Õr,Ҫ�W�����⡣���δ�ӾW�ģ��tҪ�x������^�õ�һ��������棬�����@�y·��Ҫ�x�������������档
����2���ϰ�ǰҪ�z���ļӾW���Пo�z�����z�K������ƽ�ĵط�
����3��������ĵ�ܛӲ�̶ȣ�����ĥ�^��ĥ���M�������O�ü������{�������w������:���ٶ�26-31m/min,Ƥ���ٶ�60-150mm/min,����������0��6kg֮�g��
����4�������У�Ҫ�����z��ĥ�^�\����r�����l�Fĥ�^�[���^����ͣ�C�z�顣ĥ�ϸ��Q�r��Ҫһ���Ը��Q���Mĥ�ϣ��Ա��C���Mĥ�Ϻ��һ�¡�
����5��ĥ�C���Լӹ��İ���Ч�������桢�����桢�¹��档
����6������ʯ��ĥ�Cʹ�÷�������ͬ����ʯ��ͬ��
����7������ĥ�������ɼ���尴䏙Cԭʼ��̖�M�������撁��ķ��������ϡ������r�����ԭʼ��̖����Ա��C�yЧ����
����9���W����ʯ�ے����Ĵ������挦������ã����ℝ�����档
�����ߡ����\�^��ע����헣�����������ע�⣬�e�Dz�܇���\��
������܇���\�^��Ҫ֔��С�ģ���ȡ��Ҫ�ķ��o��ʩ�������܇�����ϵK����ٶȲ�����ʹ���ϵ��£��p�ġ�
�����ˡ����b����ע����헣�
������2�� �[�š����ҪС�ļ��¡�
������3�� ľ������Ҫ�Y����ľ��Ҫ��ι̡�
�������ij�����
���������ʣ�
��������ʯ
����20mm-42.5m2/m3�� 25mm-34.5m2/m3 ��30mm-29m2/m3
����䏿p 4.0mm--4.5 mm ��850����-----��ȳ��Գ����ʣ�
��������ʯ
����20mm-36.5m2/m3�� 25mm-30m2/m3�� 30mm-25m2/m3
����䏿p 7.5 mm ��750����-----��ȳ��Գ����ʣ�
����ÿ�����׳�ë��ij�����,Ӌ�㷽��=1000M3/(���+䏿p)��䏿p�Ĵ�С���Ƭ��Ⱥ͵��^�ߴ�Q����
����01
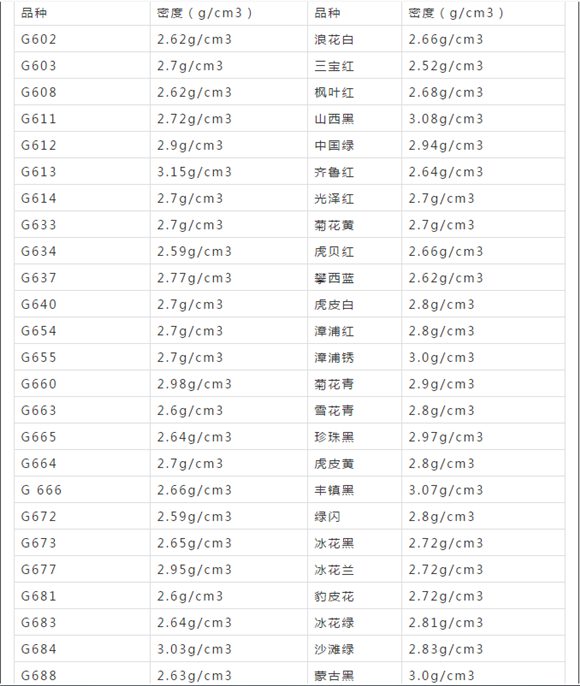
������ ͨ������ʯ�ı�����2.5����������
�������r�ܶȻ���ش�s��ÿ����2.6��-2.9��
����02
����03
������ ���Ӌ�㣺
����1�� �Թ���(�M)Ӌ�㣺
����1���ף��M�� =10����(�L) =0.01��(m)
����������ʯ���ú�ȣ�15�L��19�L��25�L��30�L��50�L
����������ʯ���ú�ȣ�20�L��30�L��40�L
�������_�R��ʯ���M�ڍ�ʯ���ú�ȣ�12�L��19�L
����2���Է�Ӌ�㣺
����1�� = 1/8�� = 3.2�L(ͨ�Q3�L)
����4�� = 4/8�� = 12.8�L(ͨ�Q12�L)
����5�� = 5/8�� = 16�L(ͨ�Q15�L)
����6�� = 6/8�� = 19.2�L(ͨ�Q19�L)
����������Ӌ�㣺
����1������ʯ������ʯ��5��= 4.5�K��6��=5�K��3�M= 7.5�K
����2���_�R��ʯ��4��= 2.8�K��6��= 4.4�K
����04
�����Դ����N��r�������f��Ӌ����σr����^�̣�
�����tÿ�������Ͽ��Գ���1000�£�18+8����38.46ƽ�ס�
������Փ���Ǻܺ��ε��¡�ֻҪ�f���г��ĉK�ĺ��b(��λmm)���t���г�n=1000/b��ƽ����������b��50mm���t���г�1000/40=250��ƽ����.
�������ǣ�
����1�����Ƭ�ĺ�ȓpʧ�����Mȥ����䏳�n�K�r��n-1���Ƭ�ĺ�ȓpʧ��
����2�����ϵĽ����Dz��������R�ģ���ˣ�䏳�����ë߅�����в����Ϻ�ȵ�Ҫ����
����3���³ɹ���������ë߅���p�ġ��Ѽy�Ԅӷ��ѵȵȡ����H�p�ĺܴܴ�̶��c���ɵĵ��|�a�����P��
����18mm38
����20mm35.7
����25mm30
����30mm26
����2���σr��ͨ��6000Ԫ/�����ף����п��]80Ԫ/�O���и��M���t�ɱ��r��6000��38.46��156Ԫ/�O�����и��M���156+80��236Ԫ/�O��
����198+80��278Ԫ/�O��278��90����309Ԫ/�O��309��85����363Ԫ/�O�����]�\�M��363+14��377Ԫ/�O��
����228+80��308Ԫ/�O��308��90����342Ԫ/�O��342��85����402Ԫ/�O�����]�\�M��402+18��420Ԫ/�O��
����05
����1�����ϳɱ�����,���ӹ��ɱ�����
ʯ��http://www.stonebuy.com/�A�������ͻ�ʽ�ӹ��y�Ȳ�ͬ,���ò��ϲ�ͬ�������S���O�䡢�ӹ����������L��ͬ�ȵȕ��кܴ�IJ,���ԛ]���k�����_Ӌ���.
����3�� ����ֱ�ӵķ��������������^�ӹ������L�r�g�Ľ��e���²�����ó����ġ�
����һ���н��Ď��������ý�ʽ�M��Ӌ�㡣�еĹ�˾֮ǰ��һЩ�ӹ��y�Ⱥܴ�����ӣ����ӹ����S�������Ľ�������һ���ɱ����@���ӹ��S����ʮ����Į��ͺ͈A���ˡ�
�����������ڌ��H���������y�ȅs���^���ɱ������50%�����S�Լ��f�ģ������^���ڹ��S�Լ�Ӌ��ʧ�`�ģ����ԃr��߀�ǰ�ԭ���ăr�]��׃��
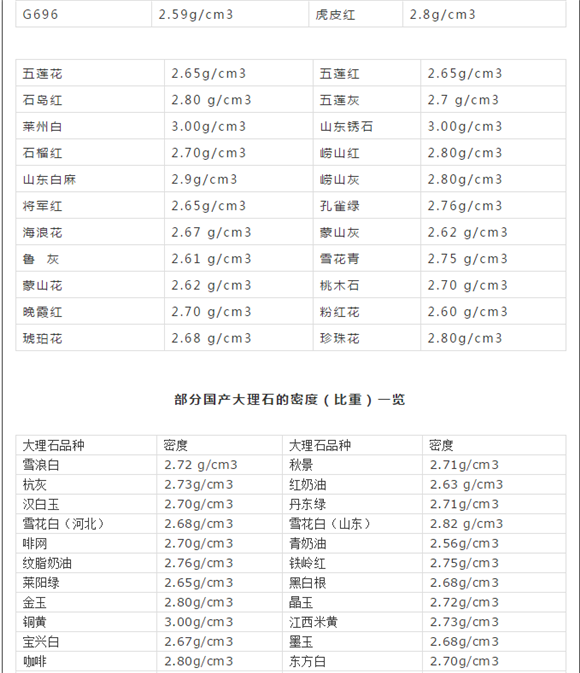
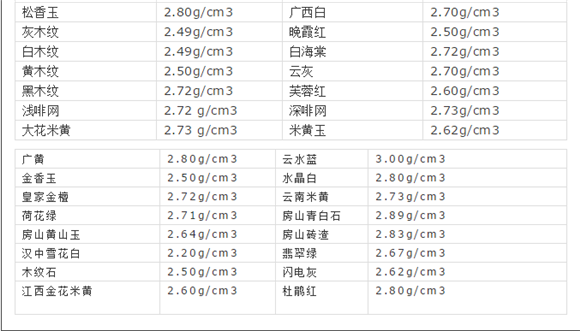
���և��a�����r���ܶȣ����أ�һ�[
��END��



















 ������
������ �ھ��ͷ�
�ھ��ͷ� �}���W���� 35020302000986̖
�}���W���� 35020302000986̖