��������ԭ����ֻ�е��F�������ܵõ����ʴ_����ȫ�����Ϣ�����@������Ҳ�҂����|�H�ͨ�^�F��ָ�������˿͑��M���Ч�����䌍�]��ʲô���f�ģ���鶼�dz���ļ��g��ֵ�÷����ĵ���ͨ�^���ڹ��˲������ܵ��^�죬���Եó��YՓ���Ǿ���
����IJ�������Ҳ��ʯ��http://www.stonebuy.com/�o�����g������A������Ҫ��һ������
�������������£���Ҫ���似���@���҂�߀��Ҫ�vһ�v��ĥ�еIJ������ɡ�
ԭ����Ч��
��ָ�������ĽY��
��ĥ�Ďׂ�ʾ��D
����1����ĥ�����д����
����֮����Մ����ĥ������������Ĺ����ڬF���������ɱ��š��`�ӿ~�����S������������ĥ��ʽ���o�҂���������̵�ӡ��
�����@ô�f�ƺ���Щ�䏈��Ҳ̫������ˡ����@�N����DZ�횵ģ�ԭ��������@Щ�������ɹ���һ�㶼�J����ֻ�ǡ��������T�����}���������R������һ헡��������ܡ����}��Ȼ�����������ǹ��������ܾ��Ǽ��ܣ�ֻ�����T�ǵò����ýY����������һ�����N���;������ĽY��������ͨ�����x���v���������ܱ�Ȼ���`���˵�ij�N���T�ͺÐ�����Ȼ�����X�á����������
����ĥ��Ҳ�ǣ��Ȳ��f�������ĥԭ�����H�IJ�����ĥ�C�����ľ�·�ϣ�����ֱ�ӿ������˵IJ���ˮƽ�߲��ߣ�������Ͷ��߀�Dz�Ͷ�롣
�������_����ĥ��·��ԓ��ʲô��?
����2����ĥ�Ďׂ�Ҫ�c
�������ε��f�����������ĥ��ʽ��Ҫ�v���@���c��
������·���Mƽ�Qֱ
�������ÈD�е�
��ɫ�����ʾ��ĥ�Cеhttp://www.stonebuy.com/machine/���^��·������ô�����ǙM��ĥ��߀���Q��ĥ���@�l��·Ҫ
�M�����ֹPֱ������ĥ�C�����ߣ����^���ס������ÆαP�Cĥ�ĕr���˳������T�����Ǖ��@�����w����һ�����ε��Π
�����҂����h���������B���˕r��һ��Ҫ�˷����T������ʲô�C����Ҫ�ȌW���@�N�Mƽ�Qֱ�ľ�·��
�Mƽ�Qֱ
�����ڽ���1/3
����һ��ĥ�꣬Ҫ�����C��Ų�ӵ���һ������һ��Ҫӛ�É�ס��һ��ĥ�^�ą^���1/3���ҡ��@��Ҫ�M��ĥ�ĕr����ˣ��Q��ĥ�ĕr��Ҳ��ˡ�
�M�Q��Ҫ����1/3
�����ۙM�Q���棬��������
������������IJ������ɣ��҂����Կ�һ����ĥ������Ч����
�����@�ǙM����ĥ�r�������1/3��ʾ��D��
�M��
�����@���Q����ĥ�r�������1/3��ʾ��D��
�Q��
�����M�Q����һ�飬�@����ĥ�в�����ĥ���ˡ�һ�顱�����Կ����@һ��ĥ���Ժ��Ч����
����1��
������ҿ��Կ������@�Žо���ā����������!���ľ������ڣ���������ĥ���治���]�����ǣ�������
���R��һ����Ҏ���Ե�����
ʯ��http://www.stonebuy.com/����ĥ���Ĺ�ɶȣ����ľ��DZ���V���|����⾀��һ���ԡ�
����Ҳ�S�й����f���Ҳ�����һ����ֱ������Ҳ�]����������ʯ�^���п��ܡ���һ���棬�ڴ���eʩ���ϣ���]���k��ͨ�^�������F����Ľ��档��һ���棬���c֮�g��ֱ����̣��@�ӵ��Mƽ�Qֱ�������ʡ�r�g���ʡ�w���ķ�����
����ֻ�о����^����ĥ�����ܽ���ĥ��
����Ҫ����ʯ�^���S���������߸��N����֮��·�����f��ĥ�ˣ��f�ǽ����ˣ����t߀���д�Ƭδĥ���ą^���䌍���ڛ]��ĥ��
����3��������̖?ĥ�ױ�?
��������̖���}
������̖���}��Ҳ����������Մ�ˡ��҂����h�Dz�Ҫ��̖��
��������Щ�˕���ֱ��ѣ���ԵÂ��N��!�ҽ�����̖��������Ҳ���e���]�e���@���������Ǵ�Һ������@�N���ǽ����ڃɂ�ǰ���ϵġ�
������һ��ǰ�ᣬ�����������ϼ��g���M�������Ժܴ�̶��Ϗ��a��ĥ�h����ȱʧ��
�����@һ�c����VD����������������ٌW���ČW�TҲ�����и��|���҂��W�T���˃ɷNԇ
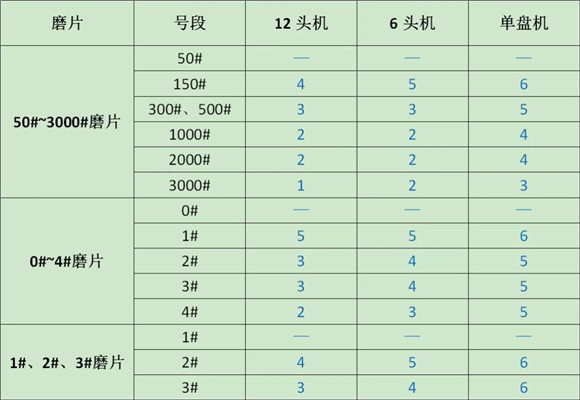
������һ�N���Â��yĥƬ��50#��150#��500#��1000#��3000#���傀̖�Σ�ĥ����ʯ���Y���ǣ�����300#��2000#�@�ɂ�̖��֮��������ôĥ����K�Ĺ�ɶ�Ҳֻ��35~40�ȣ���Ҳ���ȥ�ˡ�
�����ڶ��N���Â��yĥƬ������̖��50#��150#��300#��500#��1000#��2000#��3000#���߂�̖�Σ�ĥͬһƬ����ʯ����K�ij�Ʒ���ÆαP�C�Ͱѻ���ʯֱ��ĥ�������78�ȣ����85�ȡ����˃ɂ�̖�Σ��Y����������֮�e!
�������ԣ��҂������h��̖��
�����ڲ�̖ͬ�Σ�Ҫĥ�ױ�?
�����@�����}���҂�ǰ����һ���������ѽ���B�^�ˡ��@������ٺ�����һ�£���ĥ�ı锵����̖�����Pϵ��Ҳ����ĥ�õęC����ֱ���Pϵ��
����锵��













 ������
������ �ھ��ͷ�
�ھ��ͷ� �}���W���� 35020302000986̖
�}���W���� 35020302000986̖