��������ʯ������
�����������Ǽ��b�����c������Ȼ����ʯ���郞�|�ı���������һֱ�����˂���ϲ�ۣ�����ʯ�Ŀ����ԣ��b��Զ��O�ã����ǿ��Դ�������N�L�Wʽ����ʽ�����A���s��ɢ�l���o�c���ȵ�������
����ʯ������Ԕ�����b����
�������ԬF��Խ��Խ����˂�������ߙn���A�����ݳ�����Ʒ�|���b����£��x����
ʯ��http://www.stonebuy.com/���@һڅ�ݸ����w�F���˸ߙn�b���ϡ��������҂��o��ҷ����^�P�ڴ��������������P֪�R��
��������ʯ�����������a��ˇ�c��ͨ��ļӹ������ͼӹ��o�����������ע��ƴ�ӺͽM�b���Լ��㲿�����нǡ�ճ�ӡ��տڵȹ�ˇ��һ��Ư���ı����������@ЩҪ�����ஔ����ģ������Ǻ��ε��㲿��ƴ����
���������أ��o����������Ǵ���ʯ�������������a��ˇ�����̣����������a���̴��¿ɷ֞飺�OӋ���D���x���_�ϡ�����������̡���ĥ����ĥ����ĥ���������a��ԭ�OӋ�Dԇƴ���z���b��
1������x��
2��CAD���D
���������͑�Ҫ��Ŀ�ʽ���ߴ������OӋ�D��Ȼ������w�Ĵ���ʯ������������ÿ�������M�в�֣�����Ҏ�ߴ���D��
3���_��
4����̲���
����������ʯ���������������Ҫ�õ�̙C�M�е�̻��y�����۵ȣ��ɸ����͑�Ҫ��ĈD�����M������ӹ���
5����ĥ
6����ĥ�c��ĥ
7���������a
���������w����ʯ�������������������͵��ǵȲ�λ�M�В���̎�����������w�Ĺ�ɶȣ�߀��һЩ��Ҫ���a�ĵط��M�����aȻ��̎����
8������ƴ�ӣ�ԇƴ
��������������ʯ��������������������ӹ�̎�����֮���M��ԭ�Dƴ�ӣ��鿴�Ƿ��в���������Ҫ̎���ĵط������r̎���ã��������������ʯ������������
9�����b���z����
����ԇƴ���ĈD�l�o�͑��_�J��֮�ɰ��b�l؛���μ�������_���b�����w���b����ľ����b�����з��𡢷�ײ�������ı��oĤ��
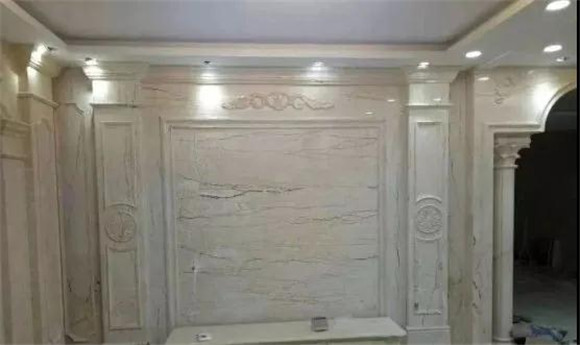
�����������w����ʯ���������������������̣��������F��Ȼ�����F�ĵ���������ʯ���鱳������߀���������������������ȹ��ܣ��P�I�ǰٴ�κ��L�����p��holdס��������ˣ������b���еĵ�λԽ��Խ��Ҫ��
����ʯ�������������a��ˇ����
1�����^�ļӹ�
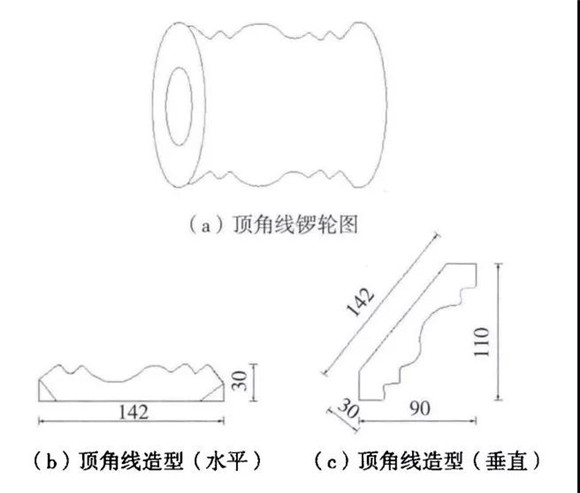
�����ĈD�����҂����Կ������^�Ĵ�ֱ�߶��ǣ���������������Ҫ�ӹ����^픽Ǿ��ĕr���мɲ��ܰ���110mm�Č��ȁ����a���@�c�ڲ�ֈD�r�ձ�Ҫע�⣬���D�T���T�Եĕ����_������ό���110�����ԈD���@����������픽Ǿ��������䌒����140mm��
������1����^��������
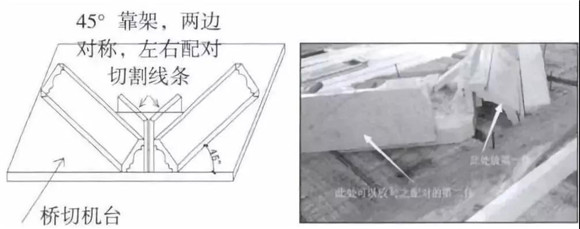
������D����ʾ��픽Ǿ�����^��ӆ�Ʊ���nj�픽Ǿ�ˮƽ���ú�̓�������нǵĵط�Ҳ�㣩�����෴�����ͷ���ӆ�ƣ������O��IJ�ͬ����^�ijߴ�һ�����⣲�������ȣ��������_���l�C�������������ȣ��������ЙC����ЙC�������������ȣ�5�����_���l�C����������x�ȣ������v�����^ĥ߅�C����
����ͬ�r��Ҫӆ���������͵Ę�֬����݆���w�S����݆�Լ�����ɰ�l����֬����݆���w�S����݆�������nj����lֱ���ڙC���ϒ��⣬����ɰ�l�������������䱾���Ľ���ɰ��Ӳ�Ⱥ͘�֬���w�S����ܛ�Ȍ���݆֬���w�S݆���҂�����Ҫ�����͡�
��������ʯ���и��c����ʯ���и��Ƭ��ͬ��������ʯ�IJ��|������ʯ�ࡢӲ�����a����߅�����ǣ�����ʯ�Ƭֻ�У��������ң�����ʯ���Ƭ�Ժs��~�������������ЙC�������@���r��ҲҪע������O�ú��Ƭ�ĺ�ȣ���t�г�����
�aƷhttp://www.stonebuy.com/sample/���ȕ���ƫ�
����������Ȼ����ʯ�c����ʯ��ͬ���Vɽ�_�ɳ�������Π����ҎҎ�ؾص��ķ��w������к�İ�ĕ����F��Ҏ�t��߅�����Ե�һ����회���Ҏ�t��߅��ƽ���@Ҳ�Ǟ�ʲô��Ȼʯ�ēp�ĕ�������ʯҪ���ԭ��
��������߀��Ҫע����ǣ��oՓ��������픽Ǿ������l���ߴ��ж��ٻ���s���ӹ�ǰ����г��L�l��
������3�����͡����⡢��߅��
������ԭ�����и��֮���݆���ƺ�֮�Ϳ����ϙC�����ˣ�픽Ǿ��ļӹ��c��ͨ���l�ļӹ���ʽ�o�������Ǯ�픽Ǿ����ͺ��Ʒ�ăɂ�߅�Dz���Ҫ����ģ����Ҫ��߅�����е�������@���r����Ʒ�����߳�Ҏ���l������ȥ�Ȓ����Ͷ��һ�e�ˡ�
������4���нǣ�
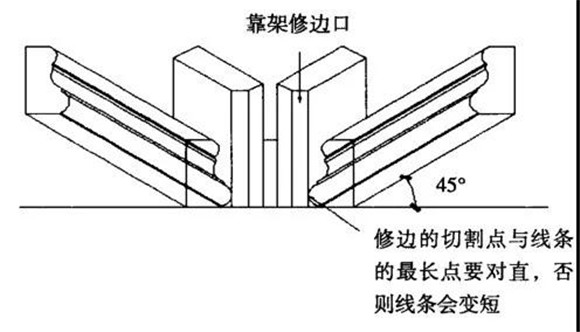
����픽Ǿ����нDz�ͬ����ͨ���l���ĵĶ��S�нǣ����������w���S�нǣ����˾��l�c�C�_�ʣ���������⣬���l����Ҳ��횴�ֱ�[�ţ���ˇ���̞飺
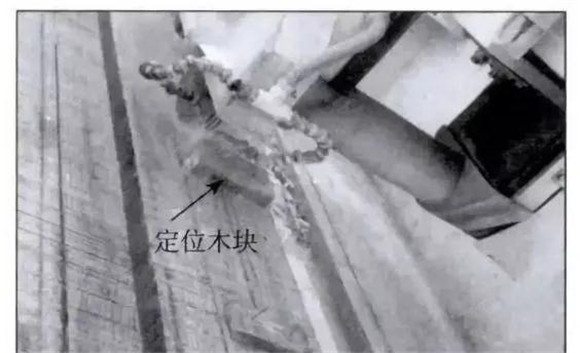
�����ٶ�λ���ڙC�_��ᔺ�ľ�K�����Ƭ��߅�����C���l�ķ��г�90�㣩
�����ڷ��У���������Ҫ�ijߴ��M�зֶ��и
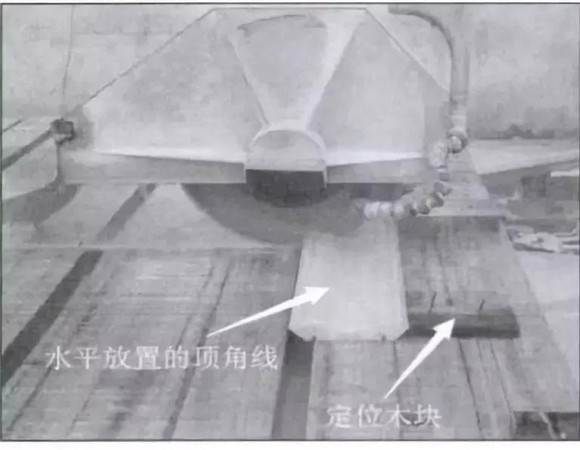
�����۶�λ���иλ�l�����C��λ�l����߅ˮƽ�����c���ܣ�������λ��
�����ܙz�飨�����c��λ�l�Ƿ�ʣ����������l�Ĵ�ֱ�߶ȣ���D����ʾ�Ĵ�ֱ�����������ߣ���
�����ݿ�����߅���Ҝ���߅֮����и��c���c���l���L�cһ�£���ֹ���нnj��¾��l׃�̣���
�����ޙz��λ���z�픽Ǿ��Ĵ�ֱ�߶ȣ��粻ͬ����õ��k����ͨ�^Ӌ�㣬�ӽ�IJ�λ�c�_�۵IJ�λ����һ�l��ֱ���ϣ���eλ���@���_���_�����L�U��С�ܶ࣬����Ҳ�����ה��ѣ���
�������и�
���������䌦����һ�������˵�һ��֮��Ҫ���෴�ķ����еڶ�����ע��һ�����෴�ķ���t�г�����һ�ӵģ��͛]���k��ƴ�ӳɣ������ˣ����H���䌦�ăɼ��¿���ͬ�r�и�ģ�
������ԇƴ������һ�����ٰ���ͬ�ӵķ������䌦�����⣭����Ȼ��Ƀ�ԇƴ��
2�����i���ļӹ�
�������i����ǰ�ڼӹ��c���^픽Ǿ���һ�ӵģ�����٘����ֻ���нǵķ�ʽ�]��픽Ǿ���ô���s�����ڶ��S�нǣ�ֻ��Ҫ�����l�����������C���i���ĸ߶ȣ���̎�飵�������ߣ��ͣ���������
3�������ļӹ�
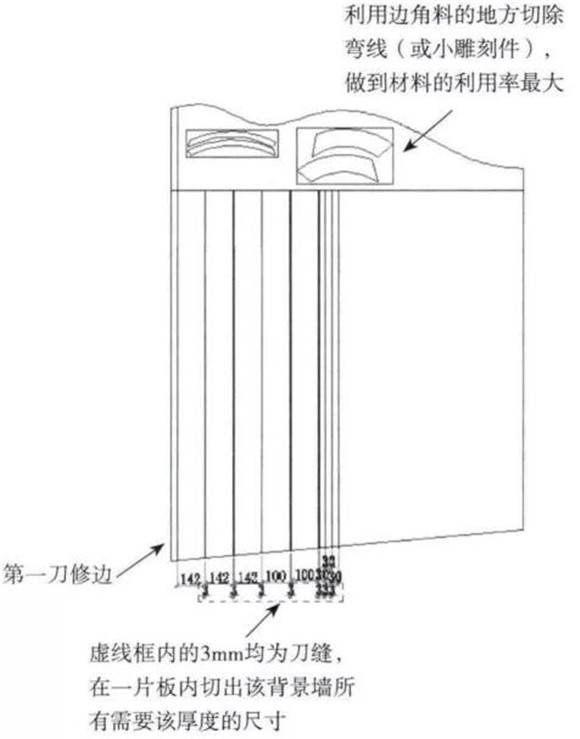
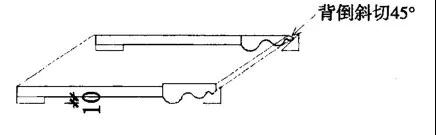
�����������������f���^���Σ������D��1��ʾ����ֻ��Ҫ�ڰ����_�ۼ��ɣ���Ҫע����ǣ���Ȼʯ�ij�Ҏ�ͺ�ȡ��㲻�����^������������ȻҲ�У��������ġ����ڷdz�Ҏ������ÿһƬ�����屳�涼��Ҫ�ӽ��ֹ���ѣ���۵����һ���ڣ��������ң��ӏ���ijߴ磭���ǣ��أ��ı��F���w�S�l����ֱ����mm��̼�w��������������ǣ��������İ��桯�pȥ���棸������Ľ�ۣ�ʣ��ĺ�ȃH��8mm���ʶ��_�R�۵���Ȳ��ܳ��^8mm
������Ȼ����õ��k����ͨ�^Ӌ�㣬�ӽ�IJ�λ�c�_�۵IJ�λ����һ�l��ֱ���ϣ���eλ���@���_���_�����L�U��С�ܶ࣬����Ҳ�����ה���
�������������ĂȰ�Ҳ����Ҫ����ģ�����c��������߅���eλ�������ˣ�����
4�����_�ļӹ�
�����ԈD����ʾ�����f�����_�����w����ǣ���������������һ����ԣ���Ȼʯ�����ϲ���ȡ�@�N������һ�����M���ϣ����ǣ��������İ��ȫ��ë�壬�]�����͵ĵط���Ҫ���⣬�D���еij�Ҏ�����ǣ������팒���ͼ�ƽ���M�нM�ϱ��^����������
������1���а塣
��������ӆ�εIJ����г��������팒�ĺ��ͣ��������팒��ƽ�壬��Ҏ��r���Բ��ø����D�еijߴ���У�Ӌ�������Ҫ�Ŀ��ה����ϲ�����������Ȼ����������͵�·�p�ģ�֮����Ҫ���l�ӹ���һ�����澀�l���I�R�w�����������Δ�̫�����λ׃�Σ���һ���汳��45��r�܉�����һ�¡�
����������������͒��⡣
����������mm�����l����Ͼ��l�C���ͣ����(�����l�Ă�߅�䌍����Ҫ��һ����߅�����ɣ���һ߅����߅�����cƽ��ճ�ӵģ��Dz����I��ģ��ӹ��r��Ҫע�⣬�������o�ù���
������3��ճ�ӡ�
���������l���͒������Ҫ�����l�͂Ȱ�ճ���ˣ���Ҫע��ճ�ӕr�Ŀp϶��
������4���ֶΡ�
�������������������L�����_�������Dʾ�ֶΣ��քe�гɣ���������������������������������������������������������������������������
������5�����������ȡ�
������ͬ��ƽ�壬�����ĕr�C�_��İ���ƽ�ģ��@����Ҫ�ڱ�����ȡ��ʽʹ����ˮƽ���ϣ����ԉ|ľм��10�����ߵďUʯ�^С�K��
��������ע�����l����߅���Բ��É|����ľм��Uʯ�^С�K�������߅�ѽ��|�ˣ��������ߣ�����ˮƽ���ú�������ڰ���϶����پ��l�ϣ������ѽ��܉�ƽ�������ˡ���ˮƽ���ú����Æ��ЙC���^�Aб45�㹦�ܣ�һ�����͡�
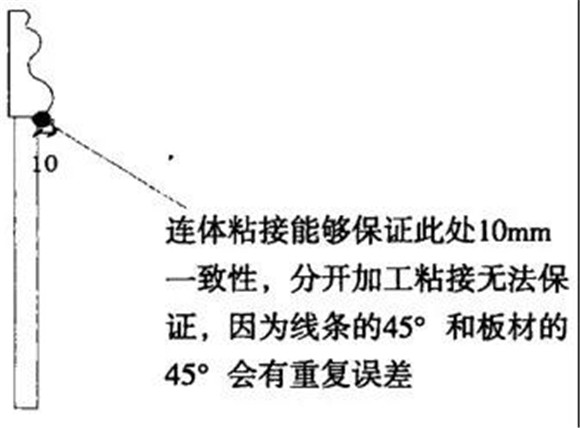
�����ܶ�ӹ��ɵļӹ������Ǿ��l��ƽ����_�ӹ������l���ͺֶΡ��������i���ӹ�������ʽ�кýǣ�ƽ��Ҳ������Ȼ����_ճ�ӣ��@�N��ʽҲ���ǿ�ȡ�ģ�ֻ�Ǽӹ��������һ�������l�нǡ������ҷ��_�ӹ����ܕ����¾��l�cƽ����eλ��һ�£���ȫ��10mm���eλ
5����^��ļӹ�
�����D���б���������^������һȦ�������팒�ľ��l�c���ĽM��������.
�������ڵڣ��N���fƴ�b���㣬Ч��Ҳ�ߣ����nj��ڸ�Ҫ��ļ��b���f���_�����I���˜ʵģ����nj��ڿ��NƷ���ԣ��ڣ��N�϶�����õ��x�������Ҫ����Ʒ���ڣ��N�������ĚWʽ���X���ӴθЕ����ӏ��ҡ�
���������ȡ�ڣ��Nճ�ӷ�����ֻ��Ҫ�����ͷ��ڵװ�����ԇƴ��Ȼ�����U�P����ԇƴ�õľ��l߅���������l��݆����Ȼ�l�l����Ҫ���IJ�λ�M�д�ĥ��ע���ĥ�r����ĥ���װ塣
����������õ�һ�N��ʽ�t�������^�韩���Ȍ����ͷ��ڵװ���ԇƴ���_�����I��݆�ȣ�Ȼ�����и�C������ˮ��������ꎵ�C�����IJ�λ�IJ����ڿգ�Ȼ���l���ڿװ���ڿװ�����ճ�N��\
����ճ�Ӻ�֮������İ������ȥ�ˣ����]���������Ć��}�������ஔ�ڑҿ��ˡ����ԣ��ҿյIJ���һ��Ҫ������ʯ����ʯ�̶��ã�һ����ѣ���������Ȼʯ���������Ϳխh������Ɏ��ˣ��������Ŀ�ʽ�������_�R�۶��Dz��þ�������r��Ҳ���Բ��ô˷����ӹ���
��END��






































 ������
������ �ھ��ͷ�
�ھ��ͷ� �}���W���� 35020302000986̖
�}���W���� 35020302000986̖