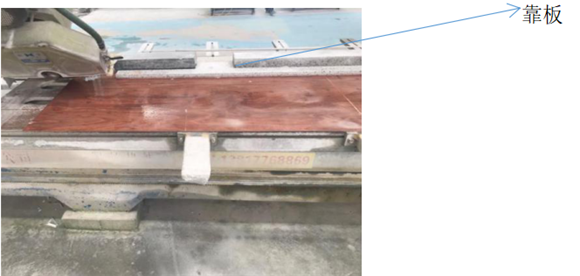
����1���C(j��)���x��͙z��
���������ļӹ���(du��)�C(j��)����Ҫ���^�ߡ�����ڗl�����S����r��(y��u)���x���Ԅ�(d��ng)���̶ȸߡ����涨λ�ęC(j��)���������ļӹ����ӹ����ġ�������(zhu��n)�ÙC(j��)�����ɱ����ӹ���ȫ�Ԅ�(d��ng)�B�m(x��)ĥ߅�C(j��)��������ı����O(sh��)�䡣�֓u�ЙC(j��)���֓u���ƙC(j��)�����\(y��n)�У������ľ���Ӱ푘O���h���á�
�����ڱ����ӹ�ǰ�z��C(j��)����ˮ늚��Ƿ��������z��C(j��)�^�c�����_(t��i)�ĽǶ��Ƿ��(bi��o)��(zh��n)���z�鹤���_(t��i)��ˮƽ���Ƿ�ߣ�����(d��ng)�C(j��)���z���O(sh��)����\(y��n)�Р�r���Ƭ�΄�(d��ng)�Ƿ��(y��n)�أ��z�鹤���_(t��i)���Ƿ��Ю�����ڣ�
����2���������塢����ęz��
�����鱣�C�����c�Ƭ��ƽ�жȣ����Ԇ���(d��ng)�Ƭ��(du��)������һ����
����ÿ�α���ǰ�z�鿿���c�Ƭ�Ƿ�ƽ�У����c�����ǰ�˵���˵ľ��x�Ƿ���ȣ�
�����z�鿿��̶��Ƿ��ι̣��Ƿ��(hu��)�Ʉ�(d��ng)��
�����z�鿿��߅���Ƿ���Ӱ푼ӹ����s�
����3���Ƭ�x�z��
�����x���h���Ⱥá������c��(qi��ng)�ȸߵ��Ƭ������
�������Ƭʹ��ǰ���ͻ�uĥɰ����
��������ǰ�z���Ƭ���h���ȣ��Ƿ��е���Ó�䣻���F(xi��n)�@�N��r�ĵ�Ƭ��(y��n)��ʹ�ã�
��������(d��ng)�O(sh��)�䣬�^���Ƭ�Ƿ��л΄�(d��ng)��
�����z���Ƭ�Ƿ����ĥ�p������F(xi��n)������Ƭĥ�p�������r(sh��)���Q��
����4�����ƽ���ȵęz��
��������ǰ��z���°�ĵ�ƽ���ȡ�ƽ���Ȍ�(du��)�������|(zh��)��Ӱ푺ܴ�
���������ӹ��Թ��涨λ�ӹ����ˣ����ܱ��C�����_(t��i)�A��һ���ԡ�����ܙC(j��)�������ƣ����ܲ��ù��涨λ�ӹ��ģ��ӹ��r(sh��)Ҫ�z���ĵĺ�ȣ������һ�µİ���ȱ������ٱ�������в�e�İ�ġ�
����5�������_(t��i)����ϴ
��������ǰ�c�����ӹ���(y��ng)ԓ��ˮ���r(sh��)��ϴ�����_(t��i)��Ϳ���̎����ֹ������(l��i)��ʯм��ʯ��Ӱ푱����ӹ��|(zh��)����
����6������
�����ϰ�r(sh��)�șz��������r���l(f��)�F(xi��n)��������Ѽy�r(sh��)��(y��ng)��ȡ�ӹ̴�ʩ����ֹ����Ѱl(f��)����ȫ�¹ʣ�
����7�������ӹ�
���������ӹ�ǰ���_�x���Ƭ������ʯ�ı����ӹ���(y��ng)ԓ�x�����ʯ�Ƭ������ʯ��(y��ng)ԓ�x��ʯ�Ƭ���r���x���Ўr��Č�(zhu��n)���Ƭ��
��������D��������������ļӹ���(xi��n)��
�����D(zhu��n)��(d��ng)�Ƭ����Ҫ�����ĽǶȣ����̶��C(j��)�^��
�������҉K�o(w��)�õİ��ԇ�C(j��)���z�鱳���ļӹ��|(zh��)�����������a(ch��n)�ӹ����ψD����Ҫ����ټӹ���
��������ʽ�ӹ��İ�ķ��õ��C(j��)�_(t��i)�ϣ����̶��á�����(d��ng)�C(j��)���������ٶ��M(j��n)��������u�ӿ�C(j��)�����\(y��n)���ٶȣ�
�����z�鱳����߅�Ƿ��б�߅�����ǬF(xi��n)�z�鱳����߅�Ƿ����X��B(t��i)����1��ƽ�ȳߙz�鱳������ƽ���ȣ��Ƿ���ڻ��Σ��������F(xi��n)��
����8���M(j��n)���ٶȵĿ���
���������^(gu��)���О�_������߅�ľ��_������һ�¡���(y��n)�������^(gu��)�����O(sh��)������ͣ��ͣͣ���ߣ���(d��o)�±�������(l��i)��߅��ƽ������Ȳ�һ�£�
����9�������ęz�(y��n)��(bi��o)��(zh��n)
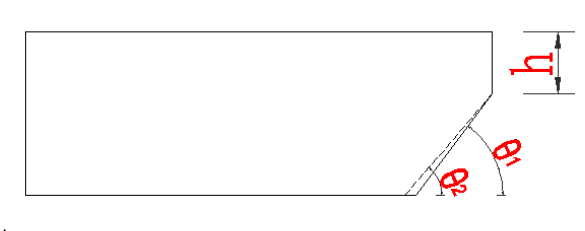
����9.1����߅�ĽǶ�
��������߅�ĽǶȷ������a(ch��n)�ӹ����ϵ�Ҫ��������(n��i)ƫС1��2��Ƕȣ�����2����
����9.2����߅�șz�(y��n)
�����İ��ǰ�˵���˱�������_(t��i)�A��ȑ�(y��ng)һ�£���h���һ�£������ܳ��F(xi��n)��С�^�F(xi��n)��ƫ��ܳ��^(gu��)0.5mm��
����9.3�������_(t��i)�A��(bi��o)��(zh��n)
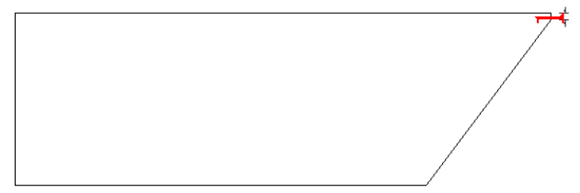
����9.4�������ƽ����
�����������摪(y��ng)ԓƽ�������ܳʻ��Π��ߵ�����������ڵ���ӡ�E�� ������ƽ��ƫ���0.5mm��
�������������](m��i)�б�߅�����ǬF(xi��n)��
������(d��ng)������߅���F(xi��n)��ȴ�С��һ�r(sh��)���Ա��Ğ��(zh��n)������ȣ�h����һ�£�����ƫ��0.5mm��
������(d��ng)������߅����F(xi��n)�����Ρ���ƽ�����_(t��i)�A�����Σ����������ɶ˳���̎�е��̕r(sh��)�������ɼ��g(sh��)ˮƽ�õĴ�ĥ����ĥ��߅��ĥ߅��ƽ�ȳߙz�(y��n)ƽ���ȣ�
���ߣ����x








Ӌ(j��)���W(w��ng)")
")
 �}���W(w��ng)���� 35020302000986̖(h��o) �}ICP��05004817̖(h��o)
�}���W(w��ng)���� 35020302000986̖(h��o) �}ICP��05004817̖(h��o)



 ������
������ �ھ�(xi��n)�ͷ�
�ھ�(xi��n)�ͷ�