[ �l(f��)�����ڣ�2019/6/13 14:49:36 ] �g�[�˔�(sh��)�� 2849
����ʯ����ָ���ô���ʯ������ʯ�ӹ����ɵĽ����b��Ì�(sh��)�Ļ�������w��
���������w���������ֿɷ֞��_�R����÷������Ť�y�����ڗU������������������Լ���ɫ���Ͷ�ɫ����
�������M����ߴ磬�ֿɷ֞�Ƚ���ĵ�ֱ�������M���治��ȵ��F������������
�����c�A����ą^(q��)�e���ڣ��A����ֻ���Á������b����w���LjA��������һ���֣�ʯ���t�nj�(sh��)�Ļ���ĵ����w�A����ƴ�ӈA����
������ʯ����Ҳ�������ΑB(t��i)�ĈA���ӹ���������V���������̵ăAб�A����
����һ����ͨ�A���ķN�
�����@���B����ͨ�A����Ҫ��ָĸ����ֱ�������������M�����LjA�ĵȽ���Ƚ���ĈA�������ֱ���A�����F�ΈA�������^ֱ��С�����gֱ���Ĺ��ΈA���͙ڗU���ȡ�
������ͨ�A����ֱ���߶���Ҫȡ�Q�ڻ��ϵijߴ磬��Сֱ��һ���100mm�����ֱ��С�ڵ���2000mm����Փ�����w�ġ�߀�Dz��ֵĈA��������w�߶�һ��С��5000mm����Ҳ��һЩ�߶ȳ��^5000mm������A������(bi��o)��(zh��n)��ʯ���������A(ch��)�����w����ñ����(g��)���֡�
����������ͨ�A���ļӹ�
������һ���A����ĥ���ӹ�
�����A����ĥ��һ�������К��(d��ng)��Һ���Ӊ�ĥ�^��܇�����M(j��n)�У�ĥ�^�ϰ��b��ĥ�Ͽ��Կ��ٸ��Q��ĥ���A����ĥ��ͨ����A�h(hu��n)�ͣ����ö����c�A�����|����ĥ����ʽ��
��������ĥ���r(sh��)��ĥ�����h(yu��n)С�ڳ����и�r(sh��)�����������������b�Aĥ���A���r(sh��)���ڴ��^��һ�ˣ�ֻʹ�����Ŀ�֧�м��ɡ�ҕ��ĥ��
ʯ��http://www.stonebuy.com/���|(zh��)��ͬ��ĥ��ĥ�ϵļ�(j��)��Ҳ�����^(q��)�e��
�������ڙڗU������ƿ����Ʒ��݆������׃�������ʹ�������A�h(hu��n)��ĥ�Ϻ��yĥ���ӹ�������Ŀǰ��ʹ���ք�(d��ng)��ĥ���ͻ��D(zhu��n)�w�ĺ�(ji��n)��ĥ���O(sh��)�䣬��əڗU������Ʒ�Ē���ӹ���
����������������߅�ӹ�
�����A���Ē���ӹ��Y(ji��)������ʹ�ý���ʯ�Ƭ�и�A���ăɂ�(g��)���棬ʹ���L(zh��ng)�ȳߴ��_(d��)����Ʒ�ߴ�Ҫ���ע�⣬�и��Ķ����c���S���ĊA�Ǒ�(y��ng)ԓ��С��90�ȣ��@���ڰ��b�r(sh��)���ӿp����С�����^��
������������ϴ���z�(y��n)�����b
�����ӹ��õĈA������(j��ng)�^��ϴ���z�(y��n)����������b���A���İ��b�ֳɃɂ�(g��)���E�������ú��0.5mm�����ϱ�Ĥ���A�����⣬Ȼ�����ľ�ڹ̶������b���\(y��n)ݔ�r(sh��)һ��Ҫע���ֹ�����A����
����������ͨ�A�����A(ch��)����ñ�ļӹ�
������ͨ�A�����_�R����Ť�y���Ͷ����wʯ���������A(ch��)����ñ�������N���ӣ�һ�㳣�õĽY(ji��)��(g��u)��ʽ��ĸ����������ֱ�����νM�ϵĻ��D(zhu��n)�w���A(ch��)����ñ����Щ�����һ��(g��)���͵�����(g��u)�ɵ����A(ch��)����ñ��ʹ����ͨ܇������(sh��)��܇������ܔ�(sh��)�ؼӹ����ĺ�ssw�����桢����ӹ��C(j��)�Ȕ�(sh��)�ػ�ǔ�(sh��)���O(sh��)�䶼�ܼӹ���ͨ���D(zhu��n)�w���A(ch��)����ñ��ʹ�ý���ʯ�Ƭ���߾Ϳ��Գ��ͼӹ������������͵����A(ch��)�t��Ҫ������ʯ�Ƭ���M������ǰ���Ƅ�(d��ng)�Ĕ�(sh��)��܇�������ߎ��Ƭ��(d��ng)���^��܇�������Ķ�ܔ�(sh��)�ؼӹ����ģ��ӹ����A(ch��)����ñ
�a(ch��n)Ʒhttp://www.stonebuy.com/sample/ʹ�Ô�(sh��)���O(sh��)�䱾�����b�ĈD���O(sh��)Ӌ(j��)�ͼӹ�ܛ�����Ϳ���ʮ�ַ���ؾ������A(ch��)����ñ�ļӹ���ˇ����
���������������ñ�����ʹ���b�����S�������������܇�������̶��A����㊵���(d��ng)���^�Ķ�ܔ�(sh��)�ؼӹ����ļӹ������@���ñ�ѽ�(j��ng)���ڵ����Ʒ�ˣ�����(g��)�ӹ��^�̿���һ���b�A��ɡ�Ҳ��ʹ��ֻ�b��һ��(g��)�A����㊵���(d��ng)���^����ͨ��(sh��)��㊴��ӹ�����ԓ㊴�����b�����S���������������˹����D(zhu��n)��ñ��λ�ã���(sh��)�F(xi��n)��ͬ��ļӹ���������@�N��(sh��)��㊴������㊵�������0~90�Ȕ[��(d��ng)�C(j��)��(g��u)������һ���b�A��Ƀɂ�(g��)��ļӹ����ӹ���������ñǰ�������������ñ��ģ�ͣ�����������������ã������������ܛ�����Ԅ�(d��ng)���ɵ����ñ�ļӹ���������(ji��n)�㡣
����ֱ���^С�Ļ��D(zhu��n)�w���A(ch��)����ñ��ĥ������ʹ������������omac��˾���a(ch��n)��88sl�͡��ڸܗU���bĥ�ϵ��Pʽ�ք�(d��ng)���D(zhu��n)�wĥ���O(sh��)�䣻��ֱ�����D(zhu��n)�w���A(ch��)����ñ��ĥ�����Բ�����ʽĥ���C(j��)��ͬ��ʹ���ڸܗU���bĥ�ϵ��ք�(d��ng)ĥ���k����ʹ�Î�ܛĥƬ���ք�(d��ng)ĥ���C(j��)�������˹�ĥ������߀����ĥ�������������A(ch��)������(du��)�������̵���ñ
�a(ch��n)Ʒhttp://www.stonebuy.com/sample/��һ��t�o��ĥ����
�������A(ch��)����ñ����֧�пĽY(ji��)��(g��u)��ʽ���ӹ�Ҫ���c�����A����һ�ӵġ�
�����ġ��Aб�A���ļӹ�����
�����ԏV���������̵ăAб�A��������Ԕ�������ΑB(t��i)�ĈA���ӹ��������V�����������ǭh(hu��n)��
ʯ��http://www.stonebuy.com/(�|ݸ)����˾�Ľ�(j��ng)�乤�̡���˗lбƴ�A������سʵ������ηֲ���һ��ˮ�ر��棬λ���ஔ(d��ng)��Ҫ����ԓ���̵ĺ��IJ�λ������ӹ�Ч���ã����������c(di��n)������á�
����ԓ���A���c�����ӹ��ĈA����ͬ���Aб��ƴ�Ҷ���ˮƽ�����״μӹ����v��ƴ�p�c���Sƽ�У����ڷּ�ԭ�F(xi��n)ÿ�����嶼����Ʋ�ס�Ʋ���һ��(g��)�����_(t��i)�D(zhu��n)�ǡ����w��Ӌ(j��)�����^������Q�p���ּ������D(zhu��n)45�ȣ��ӹ�����(hu��)׃�ú�(ji��n)�εöࡣ���D��
�����@�Ӿ�׃�Ã��л���ֻ����Ʋ��Ʋ�棬����л���ֻ����б�нǣ�����(du��)���f�ӹ��͕�(hu��)׃�ú�(ji��n)�Ρ���������Ϸ���ƴ�ӣ��Q�p�������棬Ч���͕�(hu��)����ۿۡ�
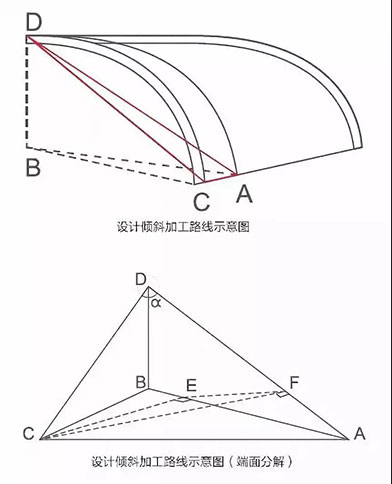
�����Ի�������һ�l߅�������(zh��n)���ӹ���Ҫ�����������͵���ĊA�Ǻ����_(t��i)���D(zhu��n)�ǡ����挢���������뺆(ji��n)����
�������С�CAB��A���ăAб�ǡ���EFC�鵶����ADB�͵���ACD�ĊA�ǣ�������ǣ��t���C��EF��AD��
������RT��AFC��AF=AC-CF��
������RT��AEC�У�AE=AC-CE�����Ƴ�AE-AF=CF-CE��
��������RT��CEF��EF=CF-CE�����Ƴ�EF=AE-AF�����C����EF��AD��
������ֱ�^������Ӌ(j��)���҂������҈D��ʾ�Ƕ��M(j��n)�з�����
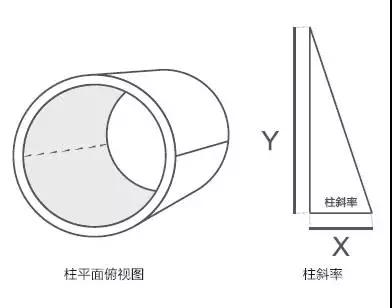
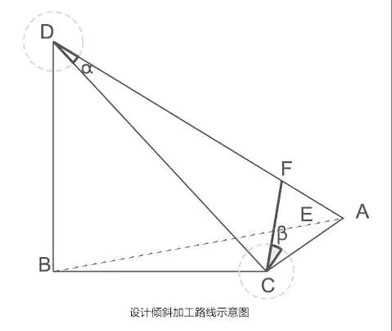
�����D�� DB��BC �����L(zh��ng)��CD �黡�����L(zh��ng)��AD��б�к����L(zh��ng)��CA�黡��호߶��г������ߴ硣��Ҋ����CDA �����Ի�����涨λ�r(sh��)�Ĺ����_(t��i)�D(zhu��n)�Ǧ�����FCE���� �£�
������=arctg(AC/DC)= ��CDA��
��������RT��DBA �� :EF/DB=AF/AB���Ƴ� EF=(AF��DB )/AB��
������RT��ABC��:CE/BC =AC/AB���Ƴ� CE=(AC��BC)/AB��
������ RT��CEF��:tg? =EF/CE���Ƴ� tg?=(AC��DB)/(AD��BC)=sin����(DB/BC)��
�����ʵó���
����?=arctg(DB/BC)��sin��
�����@�ӣ�֪�����ͦºͿ��ѻ���ƽ���ڹ����_(t��i)��б�У�����������(ji��n)�εöࡣ
����ע���˹�ʽͬ���m���ڻ�����ܿڡ��컨���T���l�нǣ�ǰ��l���Ǵ����ăɗl߅������_(t��i)Ҫһ�Ӹߡ������ӹ�ǰҪ�ӹ���������һ��ԇƴ��
�����塢���ĈA���ļӹ�����
��������(n��i)
ʯ��http://www.stonebuy.com/���ĈA�����ͻ���ӹ��ѽ�(j��ng)���ձ��ˡ��ڌ�(sh��)�H�ӹ��^���У��_��(������)����ĥ������ĥ�ȶ��õ������L(zh��ng)�����������Д�(sh��)��
�����҂��ļ��g(sh��)�ӹ��ˆT���Еr(sh��)�����Dz���(hu��)Ӌ(j��)�㣬����Ӌ(j��)���������^�韩���M(f��i)�r(sh��)����С��߀��(hu��)Ū�e(cu��)���Л]�к�(ji��n)�εķ����أ����ԃ������(sh��)����һ�Ӳ顰�������L(zh��ng)ֵ����
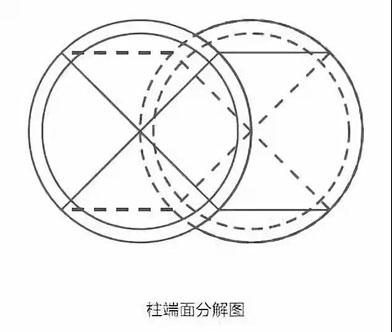
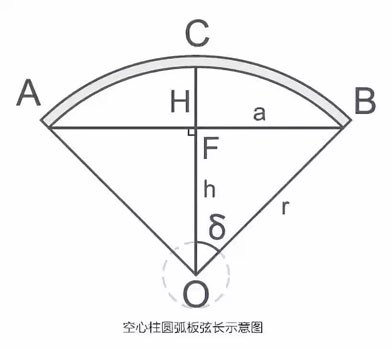
������D����O�о������L(zh��ng)��AB��OC���AOB �Ľ�ƽ���X��OC��AB ���c(di��n)��F���A�ܾ���ֵn(�K������BOC =1/2�A�Ľ�=360/2n��
�����鷽����_(d��)���O(sh��)��BOC=�Ϧģ��O(sh��)�����L(zh��ng)FB��a���ҵĈA�ľ�OF��h���돽��r������ Rt��OFB�У�
���������L(zh��ng)a=sin�ġ�r���t�����L(zh��ng)=sin�ġ�ֱ����
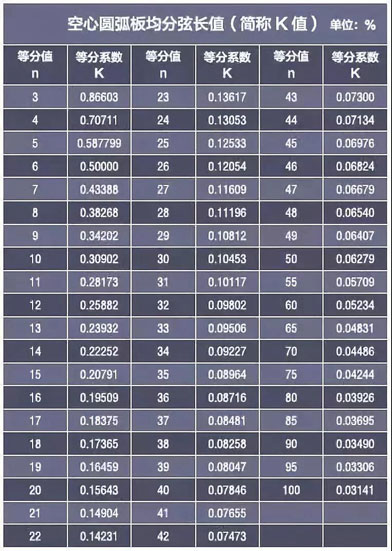
��������҂�Ҫ��(g��)���㺆(ji��n)�ε�Ӌ(j��)�㷽������ֻҪ֪������ֵ�����ɲ���ȷ�ϵ��(sh��)���O(sh��)�ˈA���ȷ�ϵ��(sh��)���顰K����
������K=sin��=sin��(360/2n��
������֪�A�ĈA���������ֵn����ԃ�ȷ�ϵ��(sh��)Kֵ���ɿ���������L(zh��ng):
�������L(zh��ng)=K��ֱ����*��ʽ��)
�������桰�A�������L(zh��ng)ϵ��(sh��)��Kֵ�����S�܉�o�㎧������(���D):
������:ֱ����2000mm�Ŀ��ĈA��������ֵn=8����(du��)��(y��ng)���ּ����L(zh��ng)��
������:��ԃ�±���n=8 �r(sh��)��(du��)��(y��ng)��Kֵ��0.38268�����빫ʽ��
����8�����L(zh��ng)=K(ע:n=8)��ֱ��
����=0.38268��2000mm=765.36mm
������(sh��)�H�\(y��n)���У��Еr(sh��)߀ҪӋ(j��)��A����ġ����ߡ���
�����O(sh��)���ߞ�FC=H���t��H=r-h
�����֣���RT��OFB�У�h=cos�Ϧġ�r


Ӌ(j��)���W(w��ng)")
")
 �}���W(w��ng)���� 35020302000986̖(h��o) �}ICP��05004817̖(h��o)
�}���W(w��ng)���� 35020302000986̖(h��o) �}ICP��05004817̖(h��o)



 ������
������ �ھ��ͷ�
�ھ��ͷ�