����1����
��������ʯ����Ӳ�ȸߡ���ĥ�Ժá��ጧ�ʴ�Ħ��ϵ���͟���Ûϵ��С�����W���ԏ��ȃ������ԣ��������������ߵ�������ϡ���ʮ��������������Ⱥ��_�l����������ɫ���١�늘Oʯī���մɡ��ͺϲ��ϵȾ��ܼӹ���CVD����ʯ��Ĥ���ӵ��ߣ����������CVD����ʯ���ߵ���Ʒ���_�l������
��1.���z�Դ2.ֱ���Դ3.����z4.���w5.��Ʒ�_6.�M���7.�Ś��8.����ǻ
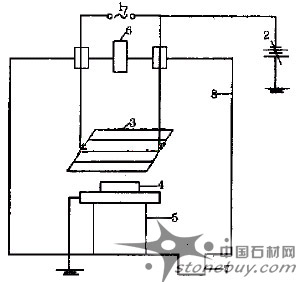
�����D1 EACVD����ʯ���e�b��
����Ŀǰ�����^���CVD����ʯ��Ĥ���ӵ������칤ˇ���̞飺��ߴ����ʯ��Ĥ�Ƃ�������и�^������ջ��o�Ԛ�����F�����^�c���ܡ�������ĥ�����е��P�I����鵶�^�c���ܵĺ��ӡ����ڽ���ʯ�c�����c���ټ���Ͻ�֮�g���кܸߵĽ����ܣ���˽���ʯ���y��һ��ĵ����c���ϺϽ����������ɺ��ԘO�����CVD����ʯ�鼃���|�Ķྦྷ����ʯ��http://www.stonebuy.com/�ϣ����ͬ�Ӵ����@һ���}���M��ͨ�^���ú�⁵��y�~�Ͻ����ڶ��Ա��o��ջ�������M�к��ӿ���ߺ��ӏ��ȣ���ԓ�������H�ɱ��^�ߣ��Һ��ӳ��ĵ�������ĥ�^���н������F���^Ó��F��Ӱ푳�Ʒ�ʡ�����б�Ҫ�о��_�l�����㡢���ɿ����ɱ����͵Ľ���ʯ���ӹ�ˇ���������Č����M����ԇ��о���
����2ԇ��
������ԇ�M�����µĹ�ˇ����������CVD����ʯ��Ĥ����܇������ˇ���̞飺��ߴ����ʯ��Ĥ�Ƃ�������и�^�����^������ٻ�(���W������eWĤ)���ڴ�����F�����ٻ����^�c���ܡ�������ĥ��
�����Ƃ�CVD����ʯ��Ĥ
���������������Ƶ�����o�����W������e(EACVD)�b��(Ҋ�D1)��?100mm��Si��Ƭ���Ƃ�0.8��1.0mm��Ĵ�ߴ����ʯ��Ĥ�����e��ˇ�l��Ҋ��1

��1 CVD����ʯ���e��ˇ�l��
�����и����ʯ���^
�����ü��⾫�ܼӹ��C���Ƃ�Ĵ�ߴ����ʯ��Ĥ���и��߅�L��4.0mm�ĵ�߅�����ε��^������H2SO4��HNO3���Һ�����ϴ����ȥ���пp߅���Ě���ʯī������Ӱ푽��ٻ����c����ʯ�ĽY�ϡ�
��������ʯ������ٻ�̎��
���������u�Ȼ����l�����߀ԭ�Ļ��W������e���ڽ���ʯ���^����(���L��)�Ƃ�W���ٌӡ�ԇ��У����e�ضȷքe�x��800�桢850�桢900�桢950�桢1000�棬���e������80ر�����e�r�g20��30min��
�������^�c���ܵĺ���
�������ܲ��Ϟ�YG6Ӳ�|�Ͻ𣬲�����ͨAg-Cu�Ͻ��ϣ��ڴ���в��ø��l�Б��ӟẸ�ӣ����Ӝض�850�棬������䡣
������ĥ
�������ó�Ҏ����ʯ������ĥ��ˇ�����ӵ����M����ĥ����ĥ���ĵ��ߞ���ƫ��60�㡢��ƫ��15�㡢ǰ��5�㡢���8��Ŀ��Dλ܇����
����3ԇ�Y���c����
��������ʯ���^���ϵ��|���z�y
�����D2���Ƃ��CVD����ʯ���^��Raman���V�D���ɈD��Ҋ����1332cm-1̎��һ���J�Ҹߏ��ȵĽ���ʯ�����壬�������Ϟ鼃���|����ʯ���oʯī�ͷǾ�̼�ɷ֡��D3�����ʯ���^�Ē�����R(SEM)��Ƭ���ɈD��Ҋ������ʯ�������������������܌��������^�ִ�������ʯĤ�Y���|�����á��əz�y�Y����֪���Ƃ��CVD����ʯ���^���Ϟ��|�����õļ����|�ྦྷ����ʯ��
��������ʯ������ٻ�̎�팦�F��Ч����Ӱ�
��������ʯ���^�cӲ�|�Ͻܵĺ���Ч����ͨ�^������ĥ�^���е��^�Ƿ�Ó������Ա���(���е��ߘ�Ʒ����ĥ��ˇ��ͬ)�����^����W���ٻ��ӵ��Ƃ乤ˇ���F��Ч����Ӱ�Ҋ��2��������R�����Y������W�ӵĺ�Ȟ�4��6��m��
��2��ͬ�ض��½��ٻ�̎�����^���F��Ч�����ٻ��Ӳ���W
��2 ��ͬ�ض��½��ٻ�̎�����^���F��Ч��
���ٻ��Ӳ��� W
���e�ض� 800�� 850�� 900�� 950�� 1000��
�F���l�� ���h�������l�Б��ӟ�850��
��ĥ�Y�� ���^Ó�� ���ߺϸ�
ʧЧ��ʽ ���ٻ���WĤ�c����ʯÓ�x��¶������ʯ���L�� �oʧЧ

�����F���l�����h�������l�Б��ӟ�850��
������ĥ�Y�����^Ó�䵶�ߺϸ�
����ʧЧ��ʽ���ٻ���WĤ�c����ʯÓ�x��¶������ʯ���L��oʧЧ
����W��һ�N��̼�����γ�Ԫ�أ��ڸߜ�(900��1000��)�����c����ʯ����̼ԭ�Ӱl�����滯�W���������ɷ�����̼����WC���Ķ����F�c����ʯ�g�ι̵Ļ��W�I�ϣ�����W�ğ���Ûϵ���c����ʯ�ӽ����ߜس��e�a���ğᑪ���^�ͣ����e��W���c����ʯ֮�g�������õĽY�Ϗ��ȣ���֮W�cAg- Cu�Ͻ��ϵĽ������^�ã����ͨ�^��CVD����ʯ������eһ�ӽ���W��Ĥ�����^�ý�Q����ʯ�c�����c�Ͻ���֮�g�����Բ����ʯ���^�c䓻�Ӳ�|�Ͻܲ����ӵĆ��}��
�������⣬�ڴ��h���к��ӕr��CVD����ʯ�����W���ٻ��ӿɸ��^����ʯ�c�����ֱ�ӽ��|����ֹ����ʯ�ڸߜ��±�����������ڜضȸ��_850��Ĵ��h���º����Կɫ@�����õĺ���Ч����ͨ�^����W���ٻ�̎����ԭ��ֻ������ջ��o�Ԛ�����M�еĸߜ��F���^�̿��ڴ��h�����M�У������ڽ��ͺ��ӳɱ�����ߺ��ӏ��ȡ�
������ĥ�Y��������CVD����ʯ��900��1000��Ĝض��³��eһ��4��6��m��Ľ���W�Ɍ��F�c�����c�Ͻ��ϵ����ýY�ϡ�������ĥ������ԇ�Y��������ԓ�¹�ˇ�����ι̣���ȫ�ɝM��ʹ��Ҫ��
�����ɱ�2߀�ɿ����������ٻ�̎��rW�ij��e�ضȵ���900��r��W���c����ʯ�ĽY�Ϗ��Ȳ��ߣ�WĤ�ں�����ĥ�^�����ܛ_���r���c����ʯÓ�x����ԭ��������ڵ���900��l���³��e��WĤ�c����ʯ�g��̼��������^�ɌӺ�Ȳ��Ķ�Ӱ��˽Y�Ϗ��ȡ�
��������ʯ��Ĥ����܇���������ӹ�����
��������ĥ�ϸ��CVD����ʯ��Ĥ����܇���ڇ��a����܇�����M�мӹ�Al��������ԇ�����l�����ӹ��Y��Ҋ��3��
������3����ʯ܇���������l��������Ч��

���ɱ�3��Ҋ����CVD����ʯ��Ĥ����܇���ӹ�����Al������ֲڶȘOС���_������ͨĥ����ĥ��Ч�����Ɍ��F��܇��ĥ��
����4�YՓ
����ͨ�^��CVD����ʯ���滯�W������eһ��W����Ĥ���ɸ������c�����c�Ͻ��ϵĽ����ԣ���QCVD����ʯ�ɺ��Բ�Ć��}��
����ͨ�^��CVD����ʯ���^�����W���ٻ�̎�������ڴ��h���l�����F�cӲ�|�Ͻܵĺ��ӡ�
������CVD����ʯ��Ĥ���ӹ���ɫ���ٿɫ@�ø��|���ӹ����棬�_����܇��ĥ��Ŀ�ġ�
����� С�F�� �滨�� �滨�t ,֥��� ֥��� ,�Ї��� �ŵ�t
������, ���ۼt,������,�uѪ�t,��ɳ�t,ľ�y�t,�ϼt��
���T�t����ʯ�ģ����u�t�����������r
![]()


![]()






 ������
������ �ھ��ͷ�
�ھ��ͷ� �}���W���� 35020302000986̖
�}���W���� 35020302000986̖