1.ǰ��
��������ӹ���20���o60����lչ������һ�N���M���켼�g,��ͨ�^�ڳ�Ҏ������������ʩ�Ӹ��l���,ʹ���ߺ����l���g���ԵĽ��|,�Ķ�ʹ���y����ģʽ�l���˸����Ե�׃�������ڴ�׃����Q�˂��y�����ӹ��й��е��y�},�������е���Ӻ�������׃�ε�,�Ķ��õ��˃���������Ч���������ֹ��������mȻ���������ijЩ�F��Ľ����,ijЩ�������x����߀��һЩ��e,�������Ĺ�ˇЧ����һ�¹��J�ġ����龫���Cеhttp://www.stonebuy.com/machine/�ӹ����y�ӹ����ϼӹ��е�һ�N�¼��g,���ѽ��B�������ӹ��I��,���F�˸��N�ͺϼӹ�����,ʹ���y�ļӹ����g����һ���w�S���о�����,��������һ���������܉���Ч�ؽ�Q�y�������ϵļӹ����侫�������ӹ�����Ć��}���ڼӹ��о���һϵ�е����c,���Խ��Խ�����˂�����ҕ���ܵ���������IJ�Ŀ��
2.��ͨ�����c�������
����ͨ������,�����ǿ������c�����������\�Ӂ���ɵġ���м���Ѽӹ�������γ��^��,���|���ǹ��������ܵ����ߵĔD��,�a������׃�κ�����׃��,ʹ��м�cĸ�w���x���^��(Ҋ�D1)�����@�N����ʼ�K���x�_��������ͨ������,���ߵ����ð����ɂ�����:һ���ǵ��е�����;һ�����γɵ��еĵ�������á����ڵ����c��������|̎�ֲ������ܴ�,�Ķ�
ʹ��������x������t��������ͬ�r�ΔD������,���M�@�N���x����ͨ������,���S����м���γ�,������м�c����֮�g�ĔD����Ħ������,�����ɱ���خa���^���������,�^�ߵ������ض�,ʹ����ĥ�p�ͮa��������ӵ��к��F��
�D1 ��ͨ����
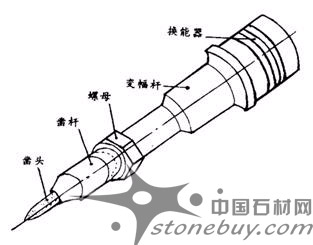
�����@�N˼��,�ں��к����Լ���ӬF���������Юa����һ�N�µ���������������������������������ͨ�^������������ʩ��ij�N��Ҏ�ɵġ��ɿص����,ʹ�����ٶȡ����Ե����l�������Եĸ�׃,�Ķ��õ����������Ч���ķ���(Ҋ�D2)�����������׃�˹��ߺͱ��ӹ�����֮�g�Ŀ��g�c�r�g���ڗl��,�Ķ���׃�˼ӹ�(����)�C��,�_���pС��������������,��ӹ��|����Ч�ʵ�Ŀ�ġ���������������l�ʲ�ͬ�ɷ֞���l��Ӻ͵��l���,���l��ӃH�H�����ϸ�׃��м���γɗl��,��Ҫ�Á���Q��м���}�Լ��c�����P��һϵ�І��}���������(���l���)�����ѽ�ʹ��м�γəC���a���ش�׃��,������߱��ӹ����ϵĿɼӹ���,��ߵ��߉��������ӹ��|�������ӹ��Ĺ�ˇЧ�����Ե��ߺ���֮�g�ķ��x�\��,������һ�N�}�_ʽ�Ĕ��m�����^�̡�����,���龫�ܼӹ����y�ӹ����ϼӹ��е�һ�N�¼��g,��������Ч���ѽ��õ����������һ�¹��J,�J�����ǂ��y�ӹ����g��һ���w�S��
�D2 �������
�������ϵ�y��������:�����Դݔ�����ʵij��l�Ľ�����̖,�ɓQ����������D�Q��ͬ�l�ʵ��Cеhttp://www.stonebuy.com/machine/���,���^׃���U�M������Ŵ�,�Ķ����ӵ�����ӡ���M����D3��ʾ�������ϵ�y�̶��ڵ�����,���U������ǵ�Ƭ,�Ҷ������������,�ɓQ������׃���U���v������D�Q�鏝�����U�ęM����ӡ�
3.������������c����ˇЧ������
(1)������������c
�����������ʹ����������Ƚ���,ʹĦ����pС�����߉�����ߺ��Ѽӹ�����ֲڶ�ֵ�p��,�����������c:
1.���� 2.��Ƭ 3.���� 4.���U5.׃���U 6.�Q���� 7.ѭ�h��sˮ
�D3 ���ϵ�y�M�ɈD
���������^����,����ǰ�治��ʼ�K�c�������ֽ��|��B,����̎����Ҏ�ɵĽ��|�����x��B��
����Ҏ�ɵ��}�_�_��������ȡ�����B�m��������
�۵���(��)����Ҏ�ɏ������ȡ���˵��ߺ����oҎ�ɵ��Լ���ӡ�
���������ց��Ե���(��)�����,����(��)���\�ӃH�Ǟ��˝M�㹤���ӹ����Π���O�õġ�
(2)��ˇЧ������
��˲�g����������
�����B�m�����w����������Փ,����ͨ������,������һֱ�����ڹ�����,ʹ����߅�IJ���Ҳ���c�ֿ�׃��,��ʹ���п�̎���������͡������������,���ϵ��Ɖ��^���c��ͨ������ͬ,����ÿ�Λ_���a�����ƉĶ���������������������,���������ˌ��H��˲�g�����ٶ�,���ԄӑB�_���������ڹ���,ʹ�þֲ�׃�Μp��,����������,˲�g���������Ķ��@���^��IJ�ǰ�Б���,�����ڽ��ٵ����Դ���pС����׃��,�����������ڳ�Ӳ���ϵļӹ�����,�@һ���c����ͻ����
����������|������� �ɱ���ֲڶ�ֵӋ�㹫ʽ:
�����������,���ڲ��`������������C��������,��f�ͦ���p��څ����,�ʦ�RthҲڅ������,�Ķ�ʹ�Ѽӹ�����ı���ֲڶ�ֵ�ӽ��α���ֲڶ�ֵ��
����������s
���ߵĸ�����ӌ����ߵ�ɢ��ʮ������,ͬ�r���ڵ��ߵ�ǰ��������Ó�x����,ʹ������Һ�������M�뵶�ߺ���֮�g,Ҳ������ϵ�y��ɢ�����������������,���������Դ���������Խ��|���x�_��������м���x�r,����Һ�a���ջ�����,����Һ����M�������^����������r���ߌ������ě_������,�������ij��F,�����������^�Ѽy�������͔Uչ����м���|�r,���ډ�������F,ʹ������Һ�B���üӏ�,��ְl�]����Һ�ĝ�������s���á��@Щ�������ǰ�����c��м�g�������c�Ѽӹ����������g��Ħ����
4.����������g��
����������g�����о��������ӹ����|�Ļ��A���������һ�N���ܼӹ�����,�����a����ͨ�����ӹ��IJ���,����������ȫȡ����ͨ�����ӹ�,����һ�����m�÷���,��Ҫ��������:
(1)�y�������ϵļӹ�
���P䓡���Ӳ䓡�����䓡�⁺Ͻ𡢸ߜغϽ���Ӳ�T�F�Լ��մɡ�������ʯ��http://www.stonebuy.com/�ȷǽ��ٲ����������W�����������W�����Զ��y�Լӹ�,����ó��������t�ɻ��y���ס�������Ӳ�|�Ͻ����܇����Ӳ�(35��45HRC)��A�����桢�ݼy�c�M�וr,���������ƽ�жȡ���ֱ���cͬ�Ķ�,���ҿ��_�����R�桱�ı���ֲڶ�,Ҳ���ý���ʯ�����M����Ӿ��ܼӹ�������⁚v��ֻ����ĥ������ĥ���龫�ӹ�,�F��Ӳ�|�Ͻ����܇���r,������ϵ�������ֲڶ�ֵ���_Ra=2��3��m,��ѕr���_Ra=0.5��m������,����ͨ�����ӹ�ʯī�c�����X�Ȳ��ϕr�ò���ƽ���ļӹ�����,ֻ�в��ó���Ӳ��ܮa����ʽ���������x���õ����R�ļӹ����档�����ó������������������X�t��ʯ,�����������Դ�Д�,�������R�ϓp��,�����o���ӹ���
(2)�y�ӹ�����������ӹ�
������׃�εļ��L�S����,С����ס��������,���P�����cС�������ݼy�Լ��Π���s���ӹ������c�����|��Ҫ�����^�ߵ����,����ͨ�����cĥ���ӹ������y,���������,�ȿ���ӹ��|��,�ֿ�������aЧ��,������Ӳ�|�Ͻ�܇������Ӿ�܇���L���˻��{�|�X��(��7.2mm,�L220mm)����A,����l�ʞ�F=21.5kHz,�����A=15��m,f=0.05mm/r,ap=0.01mm,��ȫ�p��ϵ�y������������Һ,�ӹ���ɫ@�ù���ֱ�����Ȟ�4��m,������ֲڶ�ֵRa=1��m�����糬��Ӿ��M��������Ƴɵı��ڈAͲ(�����L70mm,��15mm,�ں�1mm),���M�^��50mm�L���Ͽɜy���ȿ��Ȟ�4��m,������ֲڶ�ֵRa=3��m��
(3)�߾��ȡ��߱����|�������������ӹ�
�c��ͨ�������,��������r��м׃���c������С,�����ضȵ�,�ӹ������ϲ��a���eм�����[���c�����Ѽy,�ټ��ϱ���Ӳ���̶��^��,����a������������С,�����^�̷���,���ӹ����߾����c�߱����|���Ĺ���������ǰ���ij����܇��ܛ�X�Ƴɵļ��L�S(�L200mm,7mm)�r�ɵõ��A��2��m���A����3��m/170mm�ļӹ����ȡ���܇����5mm��늄әC�������~���r,�ɵõ�Ra=0.05��m���R��,�������ӹ������Dz������_���ġ�
(4)��м����м���^���y�������ӹ�
�@�ס��q�ס����ݼy���ʔࡢ��С������������ӹ��r,��м����̎�ڰ���]����]��B,��������ò�������м��м���y��������������,�@�r�������������t�ɱ��^����ؽ�Q��м��м,���C�ӹ��|���c������aЧ�ʡ�
5.�Y�Z
�S���ƌW���g�İlչ���M��,���������������һ�N�¼��g�����B�������I��,����������������о����_�lҲԽ��Խ�ܵ��˂����ձ���ҕ���҇�������������g�о����÷���͇���������^����,�����ӏ����ٳ�����ĥ���ӹ����g���о����ƏV�͑���,������҇��Cеhttp://www.stonebuy.com/machine/����I�ļӹ�ˮƽ�ͼӿ����aƷhttp://www.stonebuy.com/sample/�_�l����ʮ����Ҫ�����x��
���ּt �ۼt�� ���c�G �ɽ�� ��� �S����,�V��֥���
���ֺ�,�Lĥʯ,�t�ߎr,֥���,֥���,֥���,�S�Pʯ,�r�t,��ʯ��...
����壬ӳɽ�t�����˼t�������t�������t����ɼt����֦�塣����...
![]()


![]()






 ������
������ �ھ��ͷ�
�ھ��ͷ� �}���W���� 35020302000986̖
�}���W���� 35020302000986̖