�����S���҇��bᳱ��������Ȼʯ��http://www.stonebuy.com/��������Խ��Խ�����������ľ��Ǯ���ˇ����a(ch��n)Ʒhttp://www.stonebuy.com/sample/������ˇ��ĵķN��e�࣬��ĥ߅�a(ch��n)Ʒhttp://www.stonebuy.com/sample/ռ�ஔ(d��ng)��ı��ء��_��壬ʯ��http://www.stonebuy.com/�Ҿ��e���b��ߵ�ϲ�ۡ����溆�ν�Bһ��ʯ��http://www.stonebuy.com/ĥ߅���g(sh��)��һЩ���P(gu��n)��ˇ��
�������^ĥ߅�����nj���ĵ�һ�l߅��חl߅ĥ�ɾ��Ў��Π��һ�Nʯ��http://www.stonebuy.com/�ӹ���ˇ��ʯ��http://www.stonebuy.com/�ӹ��г�Ҋ��ĥ߅�Q�^Ҋ�±���
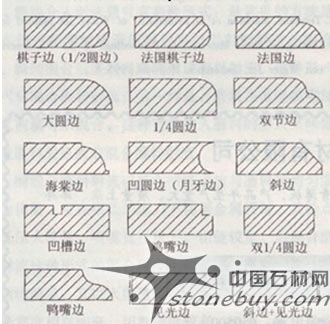
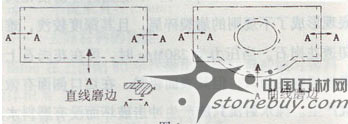
����ĥ߅�ķ������ֹ�ĥ߅�͙C(j��)��ĥ߅������(j��)��ĵ�ƽ���Π���ֱ��������ĥ߅��Ҋ�Dһ��
����һ. �ֹ�ĥ߅���g(sh��)
�����ֹ�ĥ߅���g(sh��)���y(t��ng)�����㣬�m����ĥ߅��(sh��)���٣�ĥ߅�|(zh��)��Ҫ��̫�ߵ��a(ch��n)Ʒhttp://www.stonebuy.com/sample/�����⣬���b���ȱ��ĥ߅�C(j��)���Ĉ���ͨ��Ҳ���ô˷�����Qʩ����������ĥ߅���}��
�����ֹ�ĥ߅��ȱ�c(di��n)
����1. ĥ߅���|(zh��)����׳��F(xi��n)���ˡ�
����2. ĥ߅���Π��y�Խy(t��ng)һ�������F(xi��n)ĥ߅��һ�µ���r��
����3. ĥ߅Ч�ʵ͡�
����4. ĥ߅�r(sh��)�a(ch��n)���Ļ҉m�^��Ӱ푺͐����˹����h(hu��n)����
�����ֹ�ĥ߅�ă�(y��u)�c(di��n)
����1. ���㡢�`�
����2. ĥ߅�ɱ������^�ͣ�����Ͷ���^����Y��ُ�I�O(sh��)�䡣
����3. ĥ߅�����ڶ̡��ɸ���(j��)�ӹ����ε�Ҫ�r(sh��)ĥ߅�����SҪ�ȴ����͵��ļӹ������M(f��i)�r(sh��)�g��
����4. �m������ĥ߅�a(ch��n)Ʒhttp://www.stonebuy.com/sample/�ļӹ���
�����ֹ�ĥ߅�IJ��E�ͷ�����
����1. ��Ū��ӹ������ϵ�ĥ߅��͡�
����2. ����ĥ߅�Π��ĥ�塣ͨ����3MM������ϰ����������^������F���X���������@�Ӳ�����׃�Ρ�
����3. ����ĥ߅�İ�đ�(y��ng)��������(y��ng)������߅ģ�棬�Ȍ�Ҫ�ӹ��İ���и��������ġ�
����4. ��������ģ��o�N��Ҫĥ߅��ʯ��ăɂ�(c��)߅�����ú��m�ĹP������Ҫĥ��߅���ΠҊ�D����
5. �ý�ĥ�C(j��)��������������݆������Ҫ�г��IJ���ĥȥ��Ȼ����ĥ����Ҫĥ߅���Π��ĥ�r(sh��)����ĥ�C(j��)�\(y��n)�ӵľ��xҪ�M���L������ĥ�C(j��)Ҫƽ��(w��n)��������ĥ��
6. ��(x��)ĥ��ˮĥ���⡣������60#��120#��220#��320#��500#��600#��800#��1500#������ĥƬ����Ҫĥ��߅���⡣��500#��ǰ�Ă�(g��)��̖��ĥƬˮĥ�r(sh��)Ҫ���D������(bi��o)�ļ��^�������ĥ߅������ĥ߅�ľ��xҪ�L���ú��Ă�(g��)��̖��ĥƬ����r(sh��)��(y��ng)���D������(bi��o)�ļ��^��������\(y��n)�Ӓ��⡣���˷�����ĥ����������a(ch��n)Ʒhttp://www.stonebuy.com/sample/�Π��ȶ��ܺá���ĥ�����r��߅���500#��ǰ���Ă�(g��)ĥƬ��ĥ�^�����ֹ���ĥ���@�ӿ�������ĥ߅�ϵIJ��ˡ�
7. ĥ߅�|(zh��)���ęz�(y��n)���ֹ�ĥ߅��ͬ�˵ļ��g(sh��)�����һ�¡�����ʹ���ӹ��������a(ch��n)Ʒhttp://www.stonebuy.com/sample/�M���|(zh��)��Ҫ���a(ch��n)Ʒhttp://www.stonebuy.com/sample/��횇�(y��n)�͑���ĥ߅��ӻ�͑����ṩ�İ��b�D���z�(y��n)��
������. �C(j��)��ĥ߅���g(sh��)
�����C(j��)��ĥ߅���g(sh��)�ă�(y��u)�c(di��n)
����1. ĥ߅Ч�ʸߡ�
����2. ĥ߅���Π�һ���Ժã����C�a(ch��n)Ʒhttp://www.stonebuy.com/sample/���Q�Ժã��Ķ��ɱ��C�ܺõİ��bЧ����
����3. ĥ߅�ϟo���˻��Dz��˺�С��
����5. �����˵Ąڄӏ�(qi��ng)�ȣ����Ը��ƹ����h(hu��n)�������l����
����6.���Խ���ĥ߅�a(ch��n)Ʒhttp://www.stonebuy.com/sample/�ľC�ϳɱ������ڙC(j��)��ĥ߅��Ч�ʸߣ��a(ch��n)�����|(zh��)���ã������һ���̶����ܽ���ĥ߅�a(ch��n)Ʒhttp://www.stonebuy.com/sample/�ľC�ϳɱ���
�����C(j��)��ĥ߅���g(sh��)���ӄ�
����1. �����O(sh��)��Ͷ�Y�^�ߡ�
����2. ռ��һ���Ĉ��ء�
����3. �μ��������ӹ��r(sh��)ȱ��һ�����`���ԡ�
����4. �ٔ�(sh��)�C(j��)���������ߵ�Ҫ��̶��^�ߡ�
����5. �ٔ�(sh��)�C(j��)���ڙC(j��)���ľS�o(h��)���B(y��ng)����һЩ�e��Ҫ��
����6. ��ͬ��ĥ߅�Π���Ҫ�������(y��ng)�ij��͵��ߣ���һ���̶��ϕ��������һ���ļӹ��r(sh��)�g��������ܼ��r(sh��)�ĵõ����͵������ܻ����Lĥ߅�a(ch��n)Ʒhttp://www.stonebuy.com/sample/�Ľ�؛�r(sh��)�g��
����7. ���͵��ߵ��O(sh��)Ӌ(j��)������Ҫ�Ɍ��ˁ�ؓ(f��)؟(z��)��
�����꣬����(n��i)���a(ch��n)��һϵ�в��������ʯ��http://www.stonebuy.com/ĥ߅�C(j��)�����г��õ�ĥ߅�C(j��)�а��Ԅ�ĥ߅�C(j��)����(sh��)��ĥ߅�C(j��)��CNCĥ߅�C(j��)������yʽĥ߅�C(j��)��PLCĥ߅�C(j��)���̶�����ʽĥ߅�C(j��)����
��������,�ڽ�ɳ,Ӣ����, �r�t, �Pʯ, ֥���g654, ֥���,���@,...
֥������,����ʯ�ļӹ�
ɭ�־Gʯ��,�����Sʯ��,�I����ʯ��,�Ї���ʯ��,�F���tʯ��,�f����...
![]()


![]()
Ӌ(j��)���W(w��ng)")
")
 �}���W(w��ng)���� 35020302000986̖ �}ICP��05004817̖
�}���W(w��ng)���� 35020302000986̖ �}ICP��05004817̖



 ������
������ �ھ��ͷ�
�ھ��ͷ�