���s�� ���g
������Ҫ������ʯ�K�����ʯ��http://www.stonebuy.com/��й��I�Б��ö��ꡣ��������K���Ј�http://www.stonebuy.com/enterprise/FuJian/QuanZhouShi.html�������������^�ͽ���ʯ�������L��öࡣ�ڿ������L��ͬ�r��߀�l�F�K��µđ����c�������ͽ���ʯ�K䏱�횝M��һϵ���ì�ܵ�Ҫ�����а����ߵ����Ч�ʣ��L�ĉ������͵ărλ�ͺܸߵĿɿ��ԡ�
�������ڽ���ʯ�K�����ض��OӋ�����r�µđ��ã��ڽ���ʯ���I��߀δ�γ��c�a�����P�@��������֪�R������ʯ�K����һ�N���^�����c�דp�ĵ�ϵ�y������һ���h��朱��ʹ������h���M������������ʯ�K䏵Ŀɿ�����һ���O��Ć��}���K���ēp�Č������������ߵ�ʧЧ����ʹ���������@�r���ߵ��OӋ�ͽ���ʯ�K�������a�a���ܴ��Ӱ푡�
�����S����;�IJ�ͬ�����c�a����ͬ���OӋ����ͬ�����a�����c��ͬ������e����K�����c�ض��Ĵ�������Ĺ�ͬ���Ì��Q�����OӋ�c���a������
�������ĸ��������˽���ʯ�K䏵����ܺ��K���OӋ�ļ��g�F���߀�����c����ʯ�A�Ƭ����^�����������a�����ϵą^�e�����c��Փ������ʯ�K���ĸ����h����
����ǰ��
�����������ʯ�K����a߀δ���ܶ����ʯ�������a�������ա�һ�����@�����ڽ���ʯ�K䏵����a�Ⱥ��εĈA�Ƭ���a������s����һ���棬���a�����m�������Ȼʯ��http://www.stonebuy.com/���K���Ҫ����ʯ�K����a�̺ͽK���Ñ�����������c���������Č�������ʯ�K����a�ĸ���Ҫ�h������Փ����
����1�K��c�Ƭ�ı��^
����1.1���҂�����A�Ƭ�r���Ƭ����Ҫ�����ǣ�
��������
��������ٶ�
�����r��
�����Ј�http://www.stonebuy.com/enterprise/FuJian/QuanZhouShi.html��ijЩ�Ƭ�����L�ĉ�������һЩ�Ƭ�t����ٶȿ죬��һЩ�r���^�F���Ƭ�t�������֮��
��������ʯ�A�Ƭ�b�����S�ϣ������D�������M���и�t�����D�ɳ��r�o���Ƶ����D���@����ζ���μ����D�r������ʯ�Ƭ�����ܵ��p�ġ�
����������ʯ�K䏶��Ԍ��m���䷴���K䏃H��2�����������݆�\�D�����\�D��һ���r�g����K����ƣ�ڑ��������Ì����Ɣࡣ
����һƬ��Ҏ�ĈA�Ƭ���ڷQ֮���������������l���¹�������������������ָ�Ƭ���������½o�M���ʣ���ǰ���M���ʺ����D�ٶ����Q�����M���@��һ��������ٶ��c��������Ҏ���ԣ����Ƭ���������������ĵͶ˹������@����ζ������ٶ��^���������Ƭ�����^�L�����ǣ����Ƭ̎����������������߅�羀������������ʯ���ܵđ������t����ʯ������c�м⌢��������ĥ�g�����������ѡ�����ʯ�����ѣ��]���µ��м���F���t�Ƭ����ĥ�g��Ҫ�˷��@һ�F���c���}����ʹ�Ƭ�������������������Ƅӹ�������ʹ�ø�������½o�M���ʻ�������ǰ���M���ʵ��k����ʹ�Ƭ���ܸ���đ������tʹ����ʯ������c�м�a������đ�������ʹ����ʯ���������ѡ�
��������ʯ�Ƭ�@�N��һ�����ܲ����ܑ����ڽ���ʯ�K䏡�
����1.2�c����ʯ�K��P�Ķ�N����
����1.2.1����ʯ�K䏵���Ҫ�����ǣ�
�����������Љ���
�������������ٶ�
�����������K��ϵ��g��
����ģ���OӋ
��������������r�µ���K�ĉ�����
������K�����Еr�ȴ���ĉ���߀�̡��@����ζ���ڴ���������g������Ҫ���µ���K���Q�c����f����K������ʯ�K����ڃɂ�����݆֮�g�\�D����K�����ܺ㶨�ď����\�ӡ���K������ƣ�ڑ����ķ��������t�猢���p�ġ������K����ʹ�@�N�ض��Ľ���ʯ����(�K�)���������˸������ԡ�
��������ʯ�K䏵��������������������^խС������ʩ���^��ĉ������tʩ������K�ϵď��o���^��ʹ��K�������͡���ʩ���ڹ����ϵĉ����^С���t����ʯ��Ҫ�钁��ĥ�g���K䏌���ĥ�g��
����1.2.2��K����һ�P�I�Ƽs����
����ͨ���������������u���ꡣ���Ǿ���K�������ԣ������ܹ����\�D�����߲��ܹ�������ָ��K�t������ѡ�����K����ƣ�ڏ��Ȳ�������ѣ����Ɣ�̎�M���ޏͣ��t��K�ܿ������һ̎���ѡ������f����ʯ�K䏵��P�I�ϸ��Ƽs��������K�����������ǫ@��ӆ�εijɹ����أ��������P�I�ĺϸ���Ƽs���ء���K����ȡ�Q�ܶ����أ��Еr�c�K䏙C�����P����Щ�t�c�K����a�������P��
�������м������@Щ���أ������҂��Ɍ����������M�Ѕ^�e������
�����K䏙C����L݆��ֱ��(�����돽)
������K��o��
������K�ĽY���OӋ�c���|
�������ϻ����z����K�ĝB����
��������ĽY���OӋ
����ע��ģ�ߵ��OӋ
����ע�����(����ͬӲ�������c���z��)����
�������ϻ����z�c���ٵĽӺ�����
����1.2.3�K䏃r�����c�ٶ����@��ӆ�εijɹ�����
��������K�������P�I�ϸ��Ƽs���أ��t�@��ӆ�εijɹ��������K䏉������ٶ��c�r��Ҳ����������ʯ����һ�ӣ�����ʯ���߉����c�ٶ�֮�g��һ��ì�ܣ���������ȡ�Q�ӽ���ʯ�|�������ȡ���ȡ�̥�wӲ���Լ���������K�ϵ��g�ࡣ
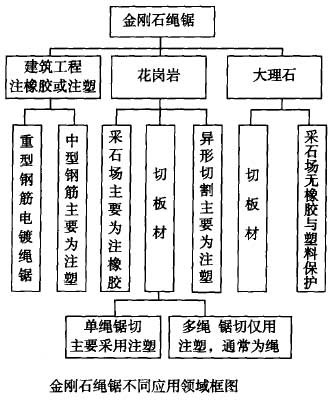
����1.2.4���N��ͬ�đ���
��������ʯ�K䏾��и��N��ͬ�đ��÷�������Ҫ�ɷֳ��ڴ���ʯ�������r�ͽ��������еđ��ã��Mһ�����Ҋ�D��ʯ��http://www.stonebuy.com/�Cеhttp://www.stonebuy.com/machine/���YӍ
����1.2.5�������a����
������Ҫ���a�����Пቺ(����ʯīģ����Æ�������Y)���僡���պ��ӡ�����o�������ɟ��Y��
������������aͨ�������_�x��ԭ�����_ʼ����̎��Ҫ��Ҫ���ٷ�ĩ������ʯĥ���c������w����һ�����a�������������ڴ˽��ٷ�ĩ�D׃���^����w�����Ա����ڷQ���c�䉺���������ԃH�ý��ٷ�ĩ�Ϊ����������ٷ�ĩ�c����ʯ��Ϻú�������
�����������ٷ�ĩ���M���䉺����Щ���a�����ЃH��̥�w���c����ʯĥ�ω��Ƴ�һ�h��Ȧ������һ�N��������̥�w���c����ʯֱ�Ӊ��ڴ�����w�ϡ�
��������һ�������ǟ��Y�����Y���ßቺ���Y������o�����Y�����ɟ��Y���ቺ���Y�r�����Ƶ�̥�w�A�h�c��w�M�b��ʯīģ���У��������^�̵ĕr�g�� (10}15min)��ɟ��Y��Ȼ��ʯīģ����s������ģ�� �Ї�http://www.stonebuy.comʯ��http://www.stonebuy.com/�W
��������o�����Y�r���������b�ڲ����܃ȣ����ڟ���o���C���M�П���o��̎����Ȼ����ÝLͲ̎������̎�팢��������ȥ����
�������ɟ��Y�r������������ʯī�ۻ��մ����У����b�����ˎ�ʽ�t�ȣ���������ʽ�t�ȡ��ڠt�Ȳ���һ����ׂ��ӟ����ڣ�Ȼ������s��ͨ�����ÝLͲ����ɰ��ȥ��ë�̣�Ȼ���Y�õĴ����M�н���ʯ�K䏵ĽM�b��
����1.2.6����ʯ�K䏵����a
�������Ȍ�䓽z�Kϴ�壬��Ϳ��ij�N�Y��Ϳ�ϡ��@�N�Y��Ϳ�ό������ƽ����c���ϵ��B���c�Y�ϡ���Ϳ�нY�τ���䓽z�K���ڿ՚��и��
��������ʹ�Ï��ɕr���������c�����M����ϴ��Ȼ���M�б���̎�����ڴ���͏�����ҲͿ�ϽY�τ���Ȼ�������ڠt�Ⱥ�ɡ���ɺ���ď��ɽM�b��䓽z�K�ϣ������˹���C���M�b��
���������K�Ҫ���B�����B���⣬��K���ǽg�Ӷ��ɣ��Q֮�����h���K������B�Ӳ����r���ڲ�ͬλ�Ì����Ќ����ݼy̎����K�Д࣬��ԓ�ݼy�c���䌦���ݼy�B���ϣ����@�íh����K��Ȼ���M��ע�ܣ�ע�ܺ�ͨ���ڻػ�t���M�лػ�̎���Ա����ע�ܵ��Cеhttp://www.stonebuy.com/machine/���ܡ����˽���ʯ�K��ќʂ�;w��ͨ�����o�Ñ����K��M�����_�У�ʹ��̎���h����B��
����1.2.7���z�c���ϵı��^
�������Ј�http://www.stonebuy.com/enterprise/FuJian/QuanZhouShi.html�����z�K��Ƿ���ע���K䏻������÷�֮��ӑՓ�����M���С����H���_�l������δ��ɣ�Ŀǰ������ע���z�cע���K䏵ăɷN���a���������䃞ȱ�c��
�������z�K��ƺ����^�õĸ����������z�ܸ��õ�ճ�����٣����z�����H��ʹ���z�c����֮�g�γɻ��W�Y�ϡ����z�K�څ�����͜ط����Ժã�ǰ�Εr��ע���K����ړp�ĕr�������z�K����Ј�http://www.stonebuy.com/enterprise/FuJian/QuanZhouShi.html�Ͼ��и��õ�����
�����෴������ע������Ǹ����r�Ĺ�ˇ������ע�ܙC�^С�����a�����^�졣���w���f��ע�ܹ�ˇ�Ȃ��y�����z��ˇ���������У�ע���K�ͨ��������������������ʯ��http://www.stonebuy.com/�е�ĥ����С�����z���@����ζ�����e���ڼ�С�K䏶��ԣ�ע���K�Ŀǰ������ע���z�K䏡� �����^�@�ɷN��ˇ�����r�����z����ԭ�����γ��K�����ڙC���мs��100���M�ДD���������z���ضȼs��200�����γɹ̻������H���@��һ�����䵽��ļӹ��^�̣��@����ζ�����z��100������Һ��������200���γɹ̻���
������һ�������������w����B�M��ע�ܙC���s��130���_ʼ�D�����Ρ��s��80���r��ģ���й̻�������һ���ᵽ��Ĺ�ˇ�^�̡��@����ζ�����ڟ����������ό��γ�Һ�������������ж����¹̻���ԓ�^���ǿ���ģ��@��ζ����һ���r�g��ע���ǿ��؏͵ġ�
����1.2.8�Ҋ�Ć��}
���������ѽ�ӑՓ���ģ�����ʯ�K䏵����a�����E�[�����ڳ�ʼ���½���ʯ�K����a��ͨ�����挦ijЩһ�_ʼ��������ĺܶ����}��
����1.2.8.1�K䏲�������cʹ��
������������Dz����_���x�ý���ʯ(�����x��̫�õĽ���ʯ)��̥�w�������g�ࡢģ���OӋ���e�`�đ��Å��������磬�҂��x���^�ߵĽ���ʯ��Ȼ�̫�õĽ���ʯ����������ܲ���̫�á�����ʯ���������ѣ�Ҳ�����a���µ��J�����м⡣
����1.2.8.2��K����
������K���ѣ�ͨ����ʹ�����e�`�đ��Å���������K���a̫��@��ζ������/���z�c����ʯ�������ʯ֮�g�Y�ϲ��Σ��@�����rм�M�˽���ʯ��K�У��ܿ�r�{��rм�ڴ�����w�c��K֮�g���ֽ��|�cĥ����K����K�B���ݼy�_ʼ���ѣ��@Ҳ�����������e�`�\���˽Y�τ�����K����߀�����������e�`���x��䓽z�K��������w��ע�ܳ��ͺ��̎���������¡�
����1.2.8.3���鄃��
�������������и�Ӳ��֏Ĵ�����w�τ��������@�Q֮�鄃��(chippin�l��ͨ�����x��̥�w��������ʹ���e�`�ğ��Y������ͨ�����ò����_���䉺��ˇҲ�DŽ����ԭ���ЕrҲ��������Ó�D��ˇ������ʹ����̥�w�ʹ�����w֮�g�B�M��ʯ�D���Еrԓ���}Ҳ���c������w��ϴ�������P��
����1.2.8.4����Y�ϲ���
���������Ʉӣ��Y�ϲ��Σ�ͨ����ע�ܳ��͕r�a�����}����̖��Ҳ�������x��䓽z�K���������ǽ���ʯ����Ȳ�մ�ۣ���ϴ�������P���@�����´����cע��/ע���z֮�g�Y�ϲ��Ρ�
����2�Y
�������w���ԣ�����ʯ�K䏵����a�����E�[�ģ����Ƚ���ʯ�Ƭ�����aҪ����ߡ��e������K�ͽ���ʯ���阋�ɵĽ���ʯ�K䏣������a���Ǻ�������֮�¡��ܶ˾���@����]�н������f��ÿ���h��������������ĭh�����ԏ����c�J�挦������һ�l�h���һ�ӣ�����ʯ�K䏵����a�ɺܶͬ���a����M�ɣ�����ijһ���a�����г��F���}���t����ʯ�K䏵������rֵ���ܵ�Σ������ˣ�Ҫ�߂�ܺ���еĽ���ʯ�K䏵ď�����A߀��Ҫһ�Εr�g��
�ӱ��е¾G���ӱ����ҷȡ��ӱ��S���@���ӱ�ɳĮ�G�ޡ��ӱ����m��...
�껨ʯ, �Z��ʯ, ���ʯ, �@��ʯ, ˮϴʯ, ϴ��ʯ, ���ʯ, ɰ
�Ϫ�t�������t���ۼt�顢���˻������ļt
![]()


![]()






 ������
������ �ھ��ͷ�
�ھ��ͷ� �}���W���� 35020302000986̖
�}���W���� 35020302000986̖