����ELID(Electrolytic In-Process Dressing)ĥ������ĥ���^���У����÷Ǿ���늽��������úͽ��ٽY�τ���Ӳĥ��ɰ݆���������^���ӌ�늽��������õĄӑBƽ�⣬��ɰ݆�M���B�m���J������ʹɰ݆ĥ���@�ú㶨��ͻ�������Ķ����F�������ɿء���ѵ�ĥ���^�̣����m����Ӳ������M�г������R��ĥ����ELIDĥ�����g����Ч�ʸߡ����ȸߡ������|���á��ӹ��b�ú��μ��ӹ��m���ԏV�����c�����ձ����^�V��������ӡ��Cеhttp://www.stonebuy.com/machine/����W���x������܇���I���҇��Թ����I���I��WԬ�ܿ����ڞ���ELID�n�}�M��1993 ���_ʼ�ˌ�ԓ헼��g���о��������F�ѳɹ�����ƽ�桢�ȈA����Aĥ���ό��F�˶�N�y�ӹ����ϵľ����R��ĥ�������Č���BELIDĥ�����g��ԭ�����^�̡����c����������о����à�r���U��ԓ���g���҇����ܼӹ������ИI�ďV韑���ǰ����
1 ELIDĥ���Ļ���ԭ��
����ELIDĥ��ԭ����D1��ʾ�����ٽY�τ���Ӳĥ��ɰ݆�c�Դ���O�����ꖘO������늘O��ꎘO����ɰ݆��늘O���g϶��ͨ�^늽�ĥ��Һ������늽��^���е�ꖘO�ܽ�Ч������ɰ݆��ӵĽ��ٻ��w�M��늽�ȥ�����Ķ���u¶�������h����ĥ�����γɌ�ɰ݆���������ã�ͬ�r�γ�һ���g��Ĥ������ɰ݆���棬����ɰ݆�^��늽⣬�Ķ�ʹɰ݆ʼ�K�����ĥ����B�B�m�M��ĥ���ӹ�������ԓ���g��ɰ݆�����cĥ���^�̽Y����һ�����ý��ٻ�ɰ݆�M��ĥ���ӹ���ͬ�r����늽ⷽ����ɰ݆�M���������Ķ����F��Ӳ����ϵ��B�m�������R��ĥ����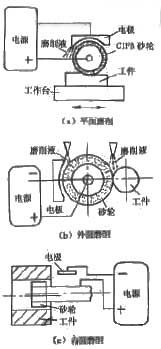
�D1��ELIDĥ��ԭ��
2 ELIDĥ���^�̼������R���γəC��
����ELID�R��ĥ���^�̿ɷ֞�ʂ��A�Ρ�늽��A���J�A�Ρ��ھ�늽������ӑBĥ���A�κ�ĥ�A�Ρ��ʂ��A����Ҫ�nj�ɰ݆�M�Є�ƽ��;������Σ��pСɰ݆�ĈA�Ⱥ͈A�����`��A���J�A��ʹɰ݆�@���m���ij��и߶Ⱥͺ�������м���g�����γ�һ���g��Ĥ���ӑBĥ���A���γɼӹ����棺��ĥ�A�΄t�Mһ����߱����|����ʯ��http://www.stonebuy.com/���P�O��
����ELIDĥ��ȥ�����ϵęC���c�����R��ӹ�������ͬ��ͨ�����R��ӹ���ͨ�^ĥ������ĥ�͒�����@�õġ���ĥ�͒����������Ե���ĥ�P��ĥ�ω��ڲ��ϱ��沢�a�������\�ӣ�ĥ�Ͻ�����ĥ�P�ĉ����ԝL�ӷ�ʽʹ�������飬�Ի��Ӻ͝L�ӷ�ʽȥ�������IJ��ϡ�
��������ELIDĥ���У�һ��������ĥ�������ڽY�τ��У����چ��w���Ĺ���ĥ�����ԣ�����Чĥ���ߴ�ֻ��ĥ���ߴ��1/3��ĥ����Ҫ�������ķ�ʽȥ�����ϣ�������ɵ�����^ҪС�öࣺ��һ���棬ɰ݆�����γɾ���һ����Ⱥ͏������ݼ{��Ó��ĥ�ϵ��g��Ĥ���ɞ�һ�N�����������Ե���ĥĤ����ĥ�r�������M�o����С���g��Ĥ�ĺ���h����ĥ�ϵij��и߶ȣ�ʹɰ݆���w���ĥ����ĥ���в�����ֱ���c�������|��ɰ݆�ϸ��w���@���g��Ĥ��������ٻ�ɰ݆���c������ĥ���^�̡���늽�������ȫ���ƕr���g��Ĥ�������M�й�ĥ������ELIDĥ�����H����һ�N��ĥ���С����Ϟ�һ�w�ďͺ�ʽ�����R��ӹ����g������ĥ����Ҫ���Ի��ӷ�ʽȥ���������ϵġ�
3 ELIDĥ�����g�Ĺ�ˇ���c
����ELIDĥ�����g�nj����ٽY�τ���Ӳĥ��ɰ݆�ھ����������J�ďͺ�ĥ�����g�����Єe��늽�ĥ����늻�ĥ�����ھ��ܼӹ��I��һ�ã�����������һЩ�@�����c��
����ĥ���^�̾������õķ����ԺͿɿ��ԣ����ڌ��Fĥ���^�̵������
�����ӹ����ȸߣ������Ѽy�٣������|���ã�
�����m���ԏV����ĥ��Ч�ʸߣ�
�����b�ú��Σ��ɱ��ͣ��ƏV�ԏ��ȡ�
4 ELIDĥ���ı��b��
����ELIDĥ���ı��b����Ҫ��ɰ݆���Դ��늽��b�á�늽�Һ��ĥ�����傀Ҫ�ء�
����ELIDĥ����ĥ����Ҫ����Ҫ��Ҫ���^�ߵ����S���D���ȡ�
����ELIDĥ����ɰ݆�ĽY�τ����������õČ���Ժ�늽����ܣ����Y�τ�Ԫ�ص��������������ﲻ��늡�Ŀǰ���õ�ɰ݆���T�F�w�S�Y�τ�(CIFB)���T�F�Y�τ�(CIB)���F�۽Y�τ�(IB)�Ľ���ʯɰ݆��ʯ��http://www.stonebuy.com/������ˇ
����ELIDĥ�����Դ���Բ���ֱ���Դ�������Դ���}�_�Դ�ȡ�
����늽��b�õ���Ҫ�����ǹ���늘O��ĥ���Y����ͬ������늘O��λ�ú��Π�Ҳ��ͬ����D2��ʾ��늘O���ò��P����죬�cɰ݆���g϶������0. 5��1. 5mm�����ȣ����ґ��c�C����ֽ^��������늘O�̶��ڽ^�����ϣ������{��˨���^����̶���ɰ݆���o���ϡ�늘O���_����ˮ�ۣ�늽�ĥ��Һ����������Һ���������������x������M늘O�g϶��
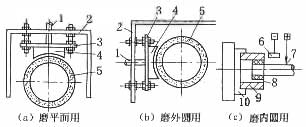
�D2 늽��b�ÈD
1. ���� 2. ���o�� 3. �^���� 4. ꎘO�K 5��8. ɰ݆ 6. 늘O 7. �ˢ 9. ���� 10. ���P
����
����ELIDĥ��Һ����늽�Һ��һ��������A��늽��|ˮ��Һ�����Y�τ���ĥ�����Ȳ�ͬ��ĥ��Һ����Ҫ�ɷ�Ҳ��ͬ��ĥ��Һ��늽��^�����γɵ��g��Ĥ�ĺ�ȡ����|������K��ĥ��Ч��������ҪӰ푡�
5 ELIDĥ�����g���о��͑���
����ELIDĥ�����g�����緶���Ȃ�����ҕ���S�����Һ͵^��չ�_�о�����ȡ��һЩ�ɹ���
����ELIDĥ�����g���ձ��С�ELIDĥ���о������������ČW�g�ڿ���ELID�����о������ձ����S�˾����ԓ���g�M�����a������cԓ���g���P�aƷhttp://www.stonebuy.com/sample/�����a�_�l�c���g֧�֣��縻ʿ��˾��Fuji ģ����ʽ���硢�|���I��ʽ����ȡ����⣬�ձ�KURODA ��˾������Խ��ʽ����߀�Ƴ���ϵ��ELID����ĥ�����ձ���ǰ�о������c�ǣ�������ELIDĥ�����g��ͬ�r��Ŭ�����F�м��g�M���D���錍�H���a�����@���湤����Ҫ���ձ���һЩ��W���о�������Ihttp://www.stonebuy.com/enterprise/��ͬ�_չ����ʿ��˾����ELIDĥ�����g�ӹ��R�^���Ĥ��ֱ���������h�R���ß��aƷhttp://www.stonebuy.com/sample/�ϣ��������F�˹�W�R�^�ӹ�����ĥ���С������Ĺ�ˇ�������ձ��|���������W�о�����ELIDĥ�����g�����ڳ����ܔ��ؼӹ����ɹ��ӹ�����W������̼�����մɵȲ��ϵĸ߾��ȷ������档
����������ԓ���g�Q��֮���͘O����ҕ�����HͶ���Y�M��ԓ���g���_�l��߀�c�ձ��M��ԓ���g�Ľ����c���������Y�ϱ����������ڑ���ELIDĥ�����g�ӹ����Ӌ��C�댧�w̎����������ȡ��ͻ�����Mչ���ڇ��������պ��켰�˹��I���I��đ����о�Ҳ���M�С����������о�ELIDĥ�����g�Ďׂ�����֮һ����1991 ����е��ęC���S���M��ϵ��ELID���ÙC�����OӋ�����⣬Ӣ�����ȇ���ELIDĥ�����g�о�Ҳ�_���ஔ�ĸ߶ȡ�
�����ځ��ޣ��n�������ͬ�ձ��_չ�г�Ч�ļ��g�����c���������⣬�҇��_���ȵ^ĿǰҲ���M��ELIDĥ�����g���о�������
6 ELIDĥ�����g���҇����о��F��lչǰ��
����ELIDĥ�����g���҇���̎���о��A�Σ���Ҫ�����ڸ�У��������I���I��W�����B������W��������ͨ��W������W���������I��W�ȡ������I���I��W���^�����Ŭ�������Ƴɹ���ELIDĥ�����õ��}�_�Դ��ĥ��Һ��ɰ݆���ڇ��a�C�����_�l��ƽ�桢��A�̓ȈAELIDĥ���b�ã�������NӲ������M����ELID�R��ĥ���Č���о���Ŀǰ���e�O�ƏV�ռ�ԓ���g�����F�aƷhttp://www.stonebuy.com/sample/������������ʮ�҆�λ����ԓ���g����230�S���ڼӹ��Ӊ��R�_�����23������������_����������Ԫ�մɡ����������F���w�Ⱥ����������ӹ���8358�S���ڹ�W������������ӹ���205�����ڹ�W�����ӹ����A�S��W���ڼӹ�����ʯ������http://www.zongyi.com.cn/�ϰ�http://www.shicai.com.cn/�ꂥ�մɏS���ڼӹ��մɵȡ�
�����M��ELIDĥ�����g���҇��İlչ�����һЩ���I�l�_���ң�����ELIDĥ�����g�ڇ��ȵ��о��͑��û��A�ѽ��߂䡣�e��ԓ���g�@�������c�������m���҇����顣�S��ԓ���g���Mһ���ռ��ƏV��������Խ��Խ��Č��Һ͌W���J�R���@헼��g����Ҫ�Ժ������ڵĽ����rֵ��Խ��Խ�����Ihttp://www.stonebuy.com/enterprise/��ҕ������ԓ���g���Ķ����M�҇����y�a�I�ĸ�����¼��g�İlչ��ELIDĥ�����g����һ�N���͵��R��ӹ����������ЏV韵đ���ǰ���ͺܴ�Č��Ãrֵ��
����ӳɽ�t����ʯʯ�Ĺ�ɼt����ʯ/ʯ��,����ӳɽ�t����ʯ�����t...
���N�h����ʯ���N����,����������,����,���ξ��l,�_�R��,��...
�����m���m�@���ɹ��¿������{��
![]()


![]()






 ������
������ �ھ��ͷ�
�ھ��ͷ� �}���W���� 35020302000986̖
�}���W���� 35020302000986̖